


https://powdertechnology.info/permeability-collapse-hopper-discharge/
That is what makes this phenomenon so easy to miss. The symptoms look familiar. The cause often is not.
What permeability collapse actually means
Permeability collapse is not just slow flow. It is a shift in how the bed behaves during discharge.
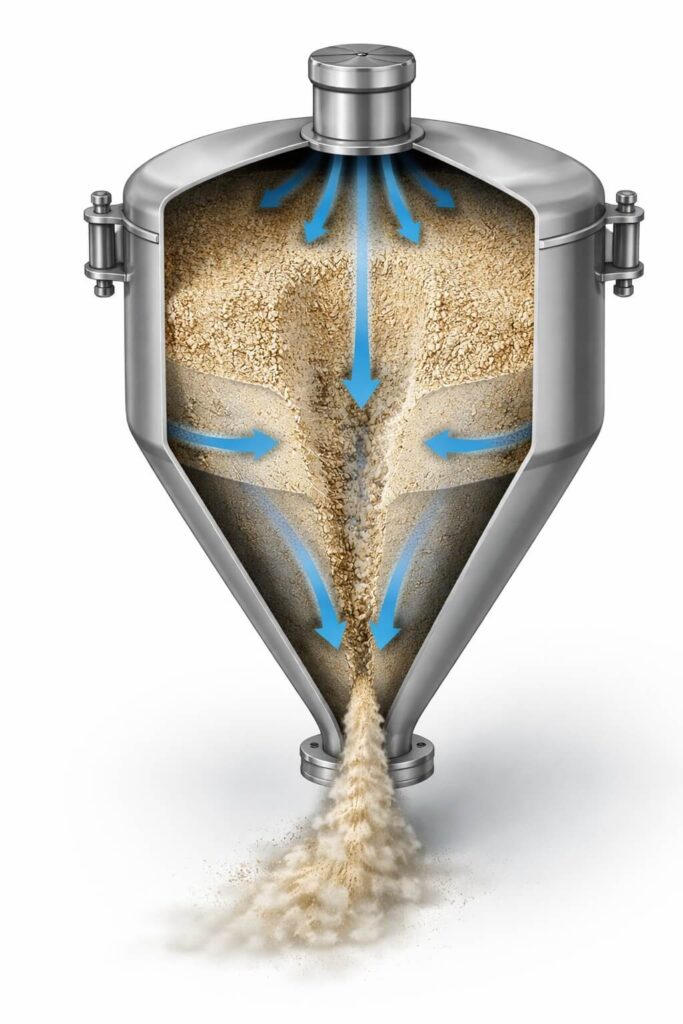
As powder leaves the hopper, the internal void structure changes continuously. Air has to move through that structure quickly enough to replace what the process is demanding. If it can, discharge stays stable. If it cannot, pressure effects build inside the bed. Effective stress rises locally, the active flow channel tightens, and the hopper can move into an unstable regime.
What the operator sees may be pulsing, ratholing, delayed release, or a sudden flush. What drives it is an air transport limit inside the bed.
It is not the same as a classic cohesion problem
This matters because permeability-driven failures can look almost identical to more familiar hopper problems. A stable rathole may be blamed on high strength. Pulsing may be blamed on poor feeder control. Sudden release may be blamed on erratic powder quality.
Those explanations are not always wrong. The problem is assuming they are complete.
If the air path through the bed has become the hidden limit, changing the outlet alone may not solve the problem. In that case, the hopper is not failing only because particles resist movement. It is failing because the bed cannot breathe at the required rate.
Why the symptoms are so often misread
Most people troubleshoot what they can see. Interrupted discharge usually draws attention toward geometry, strength, or wall condition. That makes sense. Those are common causes, and they deserve attention.
Still, permeability collapse sits in a blind spot because it mimics them so well.
The visible symptoms overlap
A hopper affected by permeability collapse may show pulsing discharge, a stable rathole, erratic drawdown, delayed release followed by a surge, or behavior that worsens at higher throughput.
None of those symptoms automatically proves an air-limited mechanism. However, they do justify asking whether the powder bed is still open enough, under real stress, to pass air fast enough for the discharge rate being demanded.
Rate dependence is the big clue
One of the strongest signs is threshold behavior. The hopper behaves acceptably at one discharge rate, then becomes unstable above a certain point. That pattern matters because it suggests the system may not be limited by strength alone. It suggests the process is demanding faster gas transport through the bed than the bed can actually deliver under load.
What pushes a hopper toward permeability collapse
This kind of failure usually develops through ordinary plant realities, not exotic events.
Fines enrichment
A modest increase in fines can reduce void connectivity more than people expect. Fine particles fill the open structure between larger ones and make gas movement through the bed harder. A powder that once discharged well can become much less breathable without an obvious formulation change.
Compaction under load
A loose sample can be misleading. In the vessel, the powder is under head load. That matters. A bed that looks open in a jar may become much denser and far less permeable in the hopper. Once that happens, discharge can shift from stable to erratic.
Vent and filter restriction
The vent path matters more than many plants assume. A vent or filter does not need to fail completely to affect discharge. A gradual loss of vent capacity can be enough to push a system across the threshold from stable behavior to unstable behavior.
Refill and packing history
Repeated filling and withdrawal cycles can redistribute fines and change local packing, especially near the outlet. The result is that the hopper may not actually be dealing with the same internal bed structure from one cycle to the next, even when the material name has not changed.
A related mechanism that often gets mixed in
A useful companion concept is deaeration lag in powders. This is related, but it is not the same thing. Deaeration lag is mainly about timing. Air enters or remains in the bed, and the powder does not settle fast enough for the cycle time of the process. Permeability collapse is different. Here, the bed loses enough gas transport capacity under discharge stress that stable flow itself becomes difficult.
https://powdertechnology.info/deaeration-lag-why-easy-flowing-powders-still-surge
Why the distinction matters
In practice, the two can overlap.
A hopper may pulse because the discharge rate crosses an air-limit threshold. At the same time, the severity of the pulsing may worsen because the powder has not fully deaerated after refill or handling. If those two effects are lumped together as one vague flow problem, diagnosis becomes muddy.
Separating them helps. One asks whether the bed can still pass enough air under load. The other asks whether the powder has had enough time to settle before the next part of the cycle begins.
Why a single flowability number is often not enough
This is where many bulk solids discussions go off track.
A powder can show reasonable behavior in a basic flow test and still misbehave in the vessel. That is not because the test is useless. It is because the process may be imposing different stress, time, packing, and environmental conditions than the test condition captured.
What gets missed when the powder is treated too simply
Permeability-related discharge problems rarely live inside one property alone. They sit at the intersection of stress state, packing condition, air movement, fines content, storage history, and vent condition.
That broader view is also why characterization and interpretation matter. Delft Solids Solutions reflects that mindset in its Powders and Granules – Characteristics and Behaviour course, where flowability, floodability, storage, transport, and time-consolidated behavior are treated as connected questions rather than isolated numbers. If a more technical support link fits better, ring shear testing supports the same point from the testing side.
Ring shear testing: https://www.solids-solutions.com/rd/bulk-solids-characterization-and-powder-testing/powder-flow-by-ring-shear-testing/
What to check before redesigning the hopper
Before changing hardware, it is worth testing whether the instability is really mechanical or whether the bed is simply failing to breathe at the required rate.
Practical checks
Compare discharge behavior at two clearly different throughputs.
Inspect vents and filters under real operating load, not only during maintenance.
Compare fresh-fill behavior with behavior after time under head load.
Look at whether fines have increased over time.
Ask whether the problem becomes visible only above a threshold rate.
None of these checks proves permeability collapse by itself. Together, though, they can reveal whether the system is dealing with a simple strength problem or a broader air-limited one.
Why this phenomenon deserves more attention
Permeability collapse explains a contradiction many plants know well. A hopper can look mechanically reasonable and still fail in service. It can pass familiar checks and still behave unpredictably when throughput rises.
That is why the concept matters. It gives engineers a better question to ask.
Not just: how strong is the powder?
Also: can the bed still exchange air fast enough under the actual stress state and discharge rate of the process?
Conclusion
When hopper discharge becomes unstable, cohesion should not be the only suspect. Sometimes the real limit is air movement through the bed.
If permeability drops below what the discharge rate demands, the hopper can pulse, rathole, or flush even when conventional flow checks do not look especially alarming. That does not make strength irrelevant. It means strength is not always the whole story.
Permeability collapse is useful because it sharpens diagnosis. It explains why a hopper that looks fine on paper can still misbehave in production. And it reminds us that stable discharge depends not only on whether powder can move, but also on whether the bed can still breathe.








