


This system was to be located in a new facility, allowing the company to expand operations and be closer to the customers of the final packaged product.
The Solution
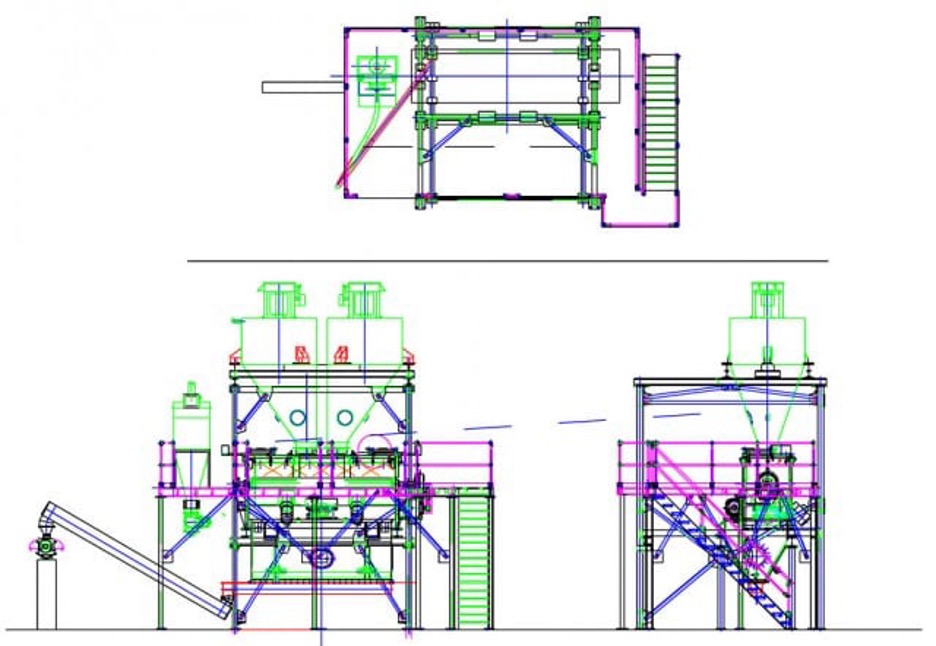
S. Howes designed the system and worked closely with subcontractors who provided several ancillary components. It was designed to handle 5,000 lbs of flour and minor ingredients, which were blended for five minutes per batch. 50 lb. An operator loaded bags on a mezzanine designed to hold three pallets. The product was mixed, sifted, and pneumatically conveyed into a hopper for staging before being loaded into an automatic bagger.
The system was erected at S. Howes’ facility, where the customer inspected and approved the equipment’s quality and functionality.
Components
- M-4212 ES Sanimix Mixer
- Surge Bin
- Framework & Mezzanine Platform
- Bag Dump Station
- 5,000 lb. capacity hopper
- 10” Screw Conveyor
- Power Sifter
- Pneumatic Conveyor
- Lump breaker
- Inclinable Conveyor to Sifter
Photos and drawings are not intended to show or suggest use or non-use of any operator protection systems.
The Result
The system is currently used 24 hours a day, 14 days per two weeks.
For more information regarding this case study, call S. Howes at 716-934-2611.
S. Howes’ reputation for building quality, robust, and proven processing equipment manifests itself in our comprehensive line of mixers and blenders. S. Howes incorporates proven designs and superior build quality into every mixer. Mixers are available in a variety of features and configurations including ribbon, paddle, and custom agitators, continuous and batch operation, single and double shaft mixing action, heavy-duty capacities, sanitary designs, and jacketed units for thermal processing.
Standard mixers are available with capacities ranging from 1/3 to 750 cubic feet. Mixers can be fabricated in a range of construction materials including mild steel, stainless steel, and other exotic alloys, and are completely customized to meet final production requirements.









