

Safe and Efficient Reactor Filling: Pneumatic Conveying Sets New Standards
Pneumatic conveying opens up new possibilities for the safe and automated filling of reactors in the chemical and food processing...
Read more

Pneumatic Conveying: Qlar opens new Test Center in Bangalore, India
Qlar is opening a new Test Center for reliable pneumatic conveying in Bangalore, India, supporting customers in the metals, cement...
Read more

Smart Pneumatic Conveying Control: Efficient, Adaptable, and Ready for the Future
The Gericke GUC-C Conveying Controller delivers precise, reliable control for pneumatic dense phase conveying systems. It combines industrial-grade reliability with...
Read more

Vortex Angel Hair Trap: Enhancing Production Efficiency at a Leading Compounding Plant
A state-of-the-art compounding plant faced significant production challenges due to the formation of "angel hair" in its pneumatic conveying systems....
Read more

Conveyor Manufacturer Unveils 2026 Lineup of Pneumatic and Vacuum Conveyors
Process equipment manufacturer Gericke, USA, Somerset, NJ, has unveiled its 2026 lineup of pneumatic conveying systems. Offering a complete range...
Read more
Latest videos







Low-Wear Transport of Glass Fiber Reinforced Plastic Pellets – Innovative Pneumatic Dense Phase Conveying from Gericke
The pneumatic conveying of bulk materials through pipes is a proven technology that offers numerous advantages over mechanical systems. These...
Read more

Pneumatic Conveying and Industrial Vacuum Solutions in Australia
Companies operating in industries such as mining, manufacturing, food processing and pharmaceuticals increasingly rely on well-designed bulk powder and granular...
Read more

Contact the Experts for advice on Pneumatic Conveying issues
If you require advice on your Pneumatic Conveying System experts Mike Bradley and Atul Sharma will be pleased to help.
Read more

Piab’s In Stock Vacuum Conveyors, Engineered Specifically for The Pharma and Pet Food Industry
Piab USA Inc., an industry leader in pneumatic conveying, has multiple piFLOW models in stock in our Massachusetts office, designed...
Read more
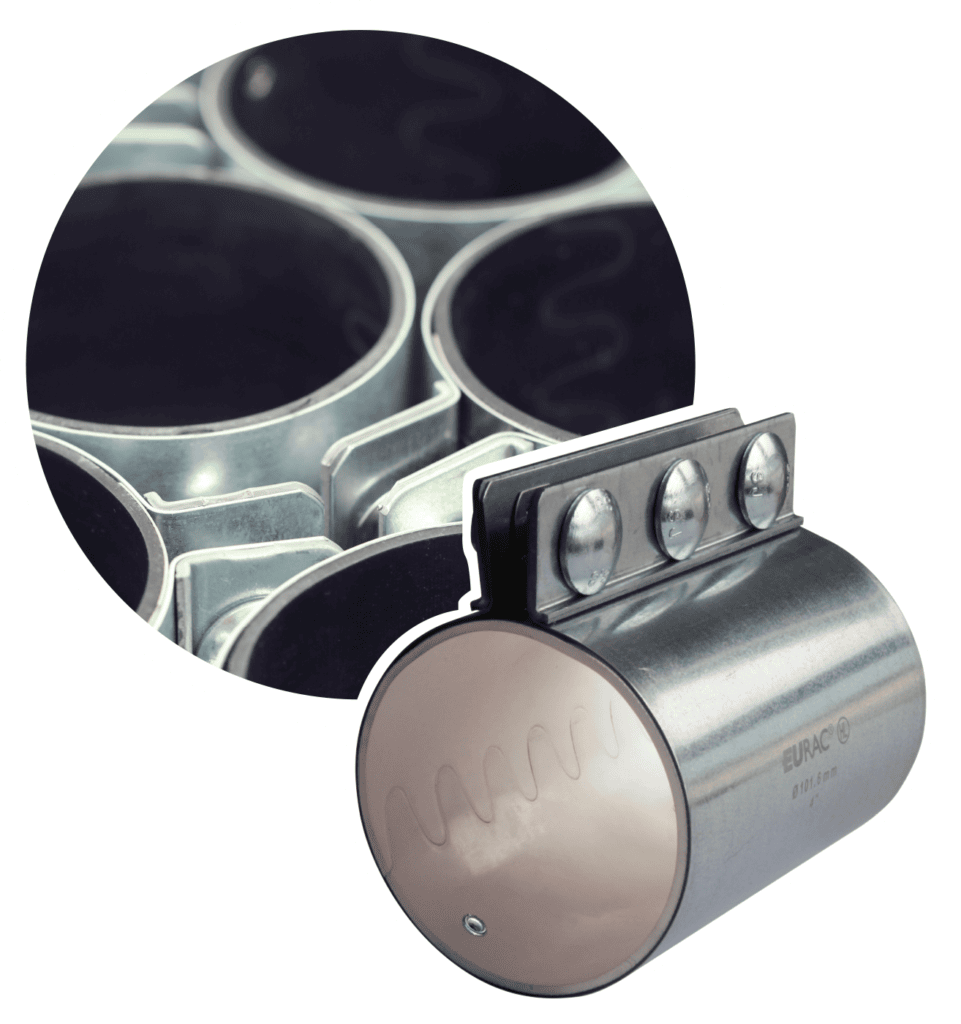
Compression Couplings at the Heart of Pneumatic Conveying Systems: the EURAC® Range
The French company STIF is a global leader in the manufacturing of pneumatic compression couplings under the EURAC brand name....
Read more

Dual Intake Vacuum System for Dust Free Unloading of Containers or Bags
Flexicon’s newest PNEUMATI-CON® dilute phase vacuum conveying system is designed to facilitate dust-free manual dumping and the conveying of materials...
Read more

VAC-U-MAX Signature Series Vacuum Conveyors: Engineering Simplicity With High-Performance Bulk Material Transfer
VAC-U-MAX’s Signature Series Vacuum Conveyors are engineered to provide process engineers with a turnkey, plug-and-play solution for efficient, reliable, and...
Read more



