Dust generation in mixing and blending is a familiar challenge, particularly during material loading, unloading and transfer. Most facilities already have dust collection systems in place, yet persistent issues such as visible emissions or inconsistent capture suggest that standard approaches do not always perform as expected.
The challenge lies in how dust is generated. Short-duration release events, shifting material behavior and changing process conditions make dust difficult to capture with systems designed for steady-state operation. A more effective approach starts with understanding the process and designing dust control around how it actually behaves.
Dust Control Challenges in Mixing and Blending
Mixing and blending operations introduce a set of conditions that make dust more difficult to control than in many other parts of the process. While dust is expected, it is not generated in a steady or predictable way. Instead, it is released in short, concentrated events influenced by both the process and the materials being handled.
Several factors contribute to this complexity.
- Intermittent, high-intensity release points: Dust is often generated during specific moments, such as material charging and discharge. These events may be brief, but they can produce high concentrations of airborne particles in a short period of time, especially when air is displaced or material becomes re-aerated.
- Dynamic conditions inside the mixer: Agitation, shear forces and particle collisions can continuously liberate fine dust during operation.
- Sensitivity to material behavior: Even within controlled specifications, small differences in particle size distribution, moisture content, or bulk density can influence how dust is generated and dispersed.
- Operator interaction with the process: Manual additions, sampling and adjustments can interrupt airflow and reduce the effectiveness of dust control measures.
Taken together, these factors create a process environment where dust generation is driven by events rather than steady-state conditions. That distinction helps explain why dust control in mixing and blending often requires a more targeted approach.
These conditions also help explain why standard dust control approaches often struggle to deliver consistent results. Systems designed around steady-state assumptions may perform adequately under typical conditions but fall short during peak dust generation events such as charging or discharge. Airflow alone does not ensure effective capture, particularly when hood placement does not align with how dust is released. As a result, systems designed as general solutions often underperform in processes defined by variability and short-duration events.
Designing Dust Control Around the Mixing Process
Improving dust control in mixing and blending operations requires more than scaling up airflow or adding collection points. Effective solutions are built around how dust is actually generated and how the process operates in practice, often requiring careful balance between capture efficiency, material retention and process stability.
In many modern facilities, particularly in food processing, mixing systems are enclosed and material transfer is automated. In these environments, dust collection is often needed only during loading, unloading or other high-generation events, rather than continuous operation during mixing. This shift changes how systems should be designed and controlled.
In some cases, relatively simple design elements—such as properly designed collars, sealed connections, or controlled negative pressure during loading—can significantly improve performance without the need for complex system modifications.
Key considerations include:
- Close-capture design at known release points: Capturing dust effectively depends on proximity. In enclosed systems, this means integrating capture directly at charging and discharge connections to maintain containment during material transfer. Where transfer points are open, hoods or inlets positioned too far from the source allow dust to disperse before it can be collected. In both cases, effective designs focus on intercepting dust at the point of release.
- Balancing airflow for capture without disrupting the process: Airflow must be sufficient to capture airborne particles, but excessive airflow can pull material into the system or reduce process stability. Effective designs focus on targeted capture rather than simply increasing air volume.
- Designing for peak dust generation events: Dust in mixing and blending is often released during short-duration events such as ingredient addition or discharge. Systems that are sized and configured based on average conditions may perform well most of the time but fall short during these peak moments. Effective designs account for these higher-intensity releases through appropriate capture placement and sufficient airflow at critical points.
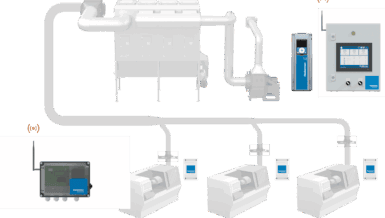
- Operating dust collection when it is needed most: In many applications, dust collectors are most effective when tied to specific process events such as loading or discharge. Running systems continuously may not improve capture and can increase energy use or material loss. Integrating controls with process equipment helps ensure dust collection is active when generation is highest.
- Maintaining controlled negative pressure in enclosed systems: In enclosed mixing systems, maintaining slight negative pressure during loading and unloading helps contain dust at the source and prevent it from escaping into the surrounding environment. This approach is often more effective than relying solely on high airflow capture and can be achieved with relatively simple system design and control strategies.
- Selecting filtration suited to the dust characteristics: Dust generated during mixing can vary widely in particle size, cohesiveness and moisture content. Fine, dry powders may require high-efficiency filtration to capture respirable particles, while sticky or hygroscopic materials may require specialized filter coatings to minimize filter loading.
- Accounting for combustible dust and system safety: Many materials handled in mixing and blending operations present combustible dust risks. Fine particle size, dispersion during charging and confined process areas can create conditions where ignition hazards must be considered. Dust collection systems should be designed with appropriate safety measures, such as explosion venting, isolation or suppression, based on the specific material and process conditions.
- Managing open handling and surrounding air movement: Open transfer points and manual handling increase the potential for dust release and make capture more sensitive to ambient air currents, cross-drafts, and operator movement. Where possible, reducing open handling through sealed transfers or enclosed charging can significantly improve control. When open processes are required, evaluating and managing the surrounding air environment becomes critical to maintaining effective capture.
- Designing for cleanability and changeover: In batch processes, frequent cleaning and product changeovers are common. Dust control solutions must accommodate these requirements without creating additional maintenance burdens or areas where material can accumulate.
These considerations highlight an important shift in approach. Instead of treating dust collection as a standalone utility, effective dust collection systems are designed as part of the process itself. When capture strategies are aligned with how materials are handled, mixed and transferred, performance becomes more consistent and easier to maintain.
Working with a qualified dust collection design and engineering partner that applies ACGIH design principles and understands the nuances of mixing and blending operations can make a significant difference in achieving consistent, effective dust control