The problem of dust explosions is present in a surprising number of manufacturing processes whenever fine particulates, dispersed in air, are subjected to an ignition source within a contained environment. Of course, an initial step in any such situation is always to eliminate or control potential ignition sources wherever they are likely to occur (some examples include hot surfaces, open flames, friction, or uncontrolled electrostatic discharges), but in many cases the explosion risk is ever present and therefore techniques to mitigate the potentially catastrophic effects must be employed.

The client in question provides a wide variety of toll processing services across many industrial sectors, including milling, size reduction, blending, extruding and packaging, and many of these processes involve potentially combustible powders. These not only pose industrial dust explosion hazards, but also the additional problems of fugitive dust emissions within the general working environment, creating accumulations on the ground and associated equipment surfaces, as well as unsafe working conditions for employees. In this case it was therefore clearly necessary to install a dust collection system, but in view of the varying requirements of specific production processes, a flexible “mobile” solution was sought so that it could be rapidly deployed to different product lines, depending on the needs of the process.
Working with design engineers from IEP Technologies and one of their local specialist distributors in the Northeast, SysTech Design Inc., a solution has been selected which combines flexibility and cost effectiveness without compromising on the vital need for protection against industrial dust explosions. In view of the many different products likely to be handled, a “worst case” scenario of ST2 (dust explosion class) was used for the explosion protection sizing calculations.
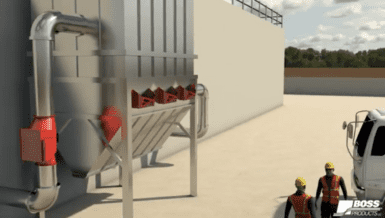
First, on the system inlet, a self-actuating passive isolation flap valve was selected as a means of mitigating against the propagation of pressure, flame and burning materials. During operation, the downstream mounted backpressure flap is kept open by means of the airflow. At standstill, the flap closes due to its own weight. In the event of an explosion within the protected system, the flap closes due to the pressure front propagating rapidly within the duct and mitigates propagation of the flame and pressure to upstream equipment.


Second, on the main dust collection unit, an EVN Flameless Explosion Vent was sized to relieve the rapid pressure build up that would be created by an explosion event, while at the same time cooling and safely venting the resulting explosive gases. EVN Flameless Explosion Vents offer a practical solution when the equipment they are protecting is located inside a building or other area where standard explosion venting cannot be employed. The EVN Flameless vent uses a reclosable valve plate to release the pressure. The only components needing to be replaced after a deflagration would be the switch that detects the opening of the valve plate.
Third and finally, on the exhaust duct from the dust collection system, a Ventex Passive Isolation Float Valve was chosen to provide a mechanical barrier to protect against explosion propagation from the Dust Collector to connected ducting and equipment. During normal operation, the air/medium flows around the device, however in the case of an explosion the resulting pressure wave causes the device to close and lock, thereby preventing the spread of flame, burning materials and pressure.