This paper examines the kinematics of bucket motion, the effect of differing radii on relative velocities, and how incorrect proportions can lead to discharge inefficiencies and backlegging.
A comparative analysis demonstrates how reduced pulley diameters amplify these effects, highlighting the importance of maintaining appropriate design ratios for reliable operation.
Introduction
Bucket elevators are widely used across bulk material handling industries to vertically transport materials such as grain, aggregates, and powders. Efficient discharge at the head pulley is essential for maintaining system capacity and preventing operational issues.
While factors such as belt speed, material characteristics, and bucket spacing are routinely considered during design, the relationship between bucket projection and pulley diameter is often underestimated. Incorrect proportions can result in:
- Incomplete material discharge
- Material carry-back into the return leg (back-legging)
- Reduced throughput
- Increased wear and maintenance requirements
This paper explores the mechanics behind these issues and outlines key design considerations.
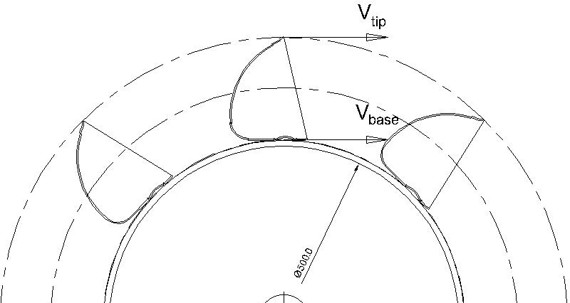
Kinematics of Bucket Motion
As a bucket rotates around the head pulley, different points on the bucket follow circular paths with varying radii:
- The bucket base (near the mounting bolts) follows a smaller radius
- The bucket tip (lip) follows a larger radius
Tangential velocity is defined as: v = ωr
where ω is angular velocity and r is radius.
As a result:
- The bucket tip travels at a higher tangential velocity than the base
- The tip covers a greater arc length over the same angular displacement
This creates a relative velocity differential within the bucket, which directly influences internal material movement during discharge.
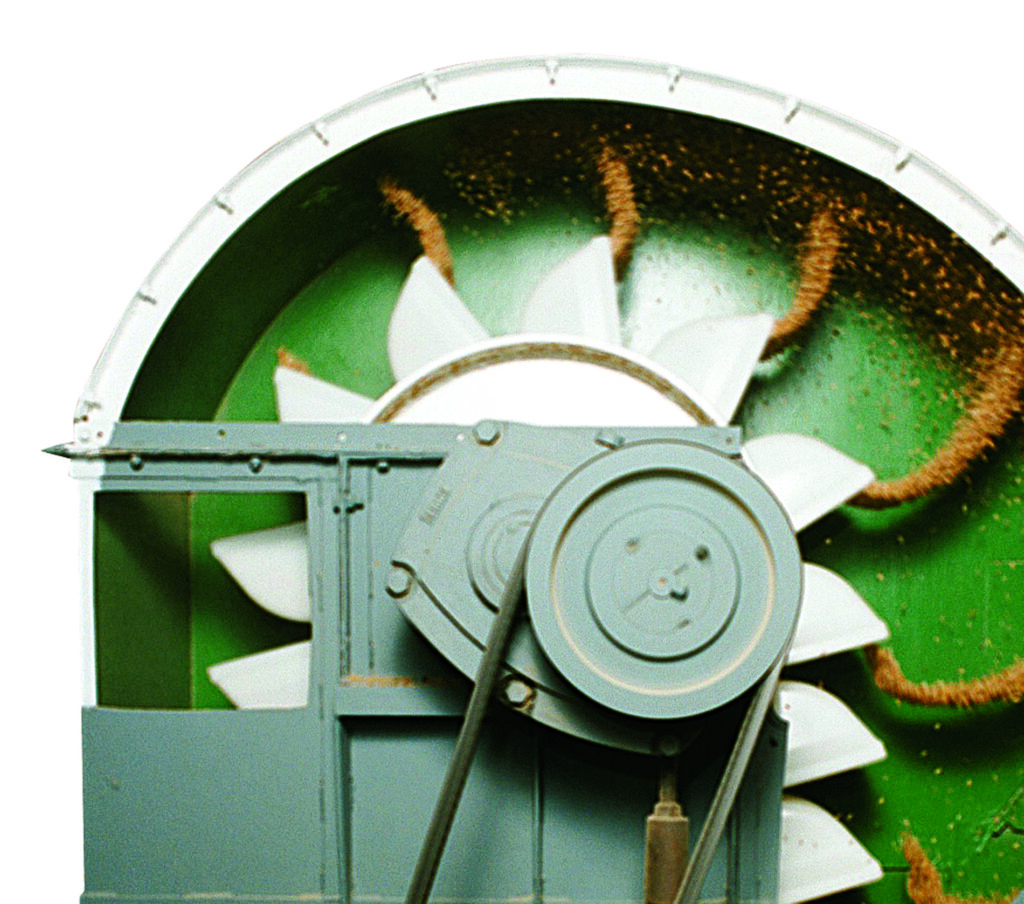
Material Behaviour During Discharge
In centrifugal discharge elevators, material begins to move within the bucket as it approaches the head pulley due to:
- Centrifugal force
- Gravity
- Friction between the material and bucket surfaces
Under optimal conditions, material flows smoothly toward the bucket lip and exits at the intended discharge trajectory.
However, when the bucket projection is excessive relative to the pulley diameter, the motion of the bucket introduces a sharper directional change at the discharge point. This can disrupt the natural flow of material.
In such cases, a portion of the material may fail to follow the discharge path and instead remain within the bucket as it passes the discharge zone.
Material Retention and Back-Legging
When material is not discharged effectively, it can be carried beyond the discharge point and return down the elevator. This condition leads to:
- Material recirculation within the system
- Progressive accumulation within the return leg
- Reduction in effective conveying capacity Over time, these effects can contribute to:
- Increased energy consumption
- Accelerated component wear
- Blockages and unplanned downtime
This behaviour is a direct result of unfavourable kinematics and geometry, rather than solely material properties or operating speed.
Influence of Bucket Projection-to-Pulley Ratio
A critical design parameter is the ratio between bucket projection (P) and pulley diameter. Industry best practice indicates:
P : D ≈ 1 : 3
Maintaining this ratio helps ensure:
- Controlled velocity differences within the bucket
- Smooth and predictable material discharge
- Minimal material retention
Influence of Material Properties
The sensitivity to this ratio varies depending on material characteristics:

More cohesive materials require tighter control of system geometry to maintain discharge efficiency.
Comparative Analysis of Pulley Diameter
To illustrate the impact of pulley size, consider a bucket operating under identical conditions on two pulley diameters.
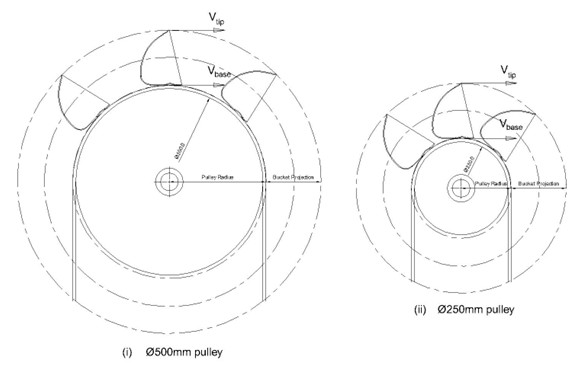
Assuming a discharge position of 20°, the resulting velocities are:
| Pulley Diameter | Base Velocity (m/s) | Tip Velocity (m/s) | Ratio (Tip/Base) |
| 500 mm | 2.24 | 3.56 | 1.5 |
| 250 mm | 1.40 | 3.10 | 2.2 |
Key Observation
Reducing the pulley diameter by 50% increases the relative velocity ratio by approximately 46%.
This increased disparity:
- Amplifies internal material movement
- Increases instability at the discharge point
- Raises the likelihood of material retention and carryback
Design Implications
Failure to maintain appropriate proportions between bucket projection and pulley diameter can result in:
- Reduced discharge efficiency
- Increased risk of back-legging
- Loss of conveying capacity
- Higher operational and maintenance costs
Conversely, correct geometric design supports:
- Consistent material discharge
- Improved system efficiency
- Reduced wear
- Stable, reliable operation
Practical Recommendations
To optimise bucket elevator performance:
- Maintain a projection-to-pulley ratio close to 1:3
- Avoid reducing pulley diameter without reassessing bucket geometry
- Account for material flow characteristics during designVerify discharge performance during commissioning
- Periodically review system performance in existing installations
Conclusion
Bucket elevator performance is governed not only by speed and material properties, but also by the underlying system geometry.
The relationship between bucket projection and pulley diameter plays a critical role in determining discharge efficiency and overall system behaviour.
Even relatively small deviations from optimal proportions can result in significant performance losses.
Applying correct design principles ensures reliable operation, maximises throughput, and reduces long-term operational risk.
Technical Support
For further guidance on bucket elevator design, troubleshooting, or performance optimisation, engineering support is available from 4B. A technical assessment can identify geometry-related inefficiencies and provide practical recommendations to improve system reliability and efficiency.