
Hygienic by Design: Specifying Powder Conveying for Allergen Control and Audit-Ready Production
In April and May 2026, two Australian companies recalled garlic powder within a few weeks of each other. Greenstorm Foods’...
Read more

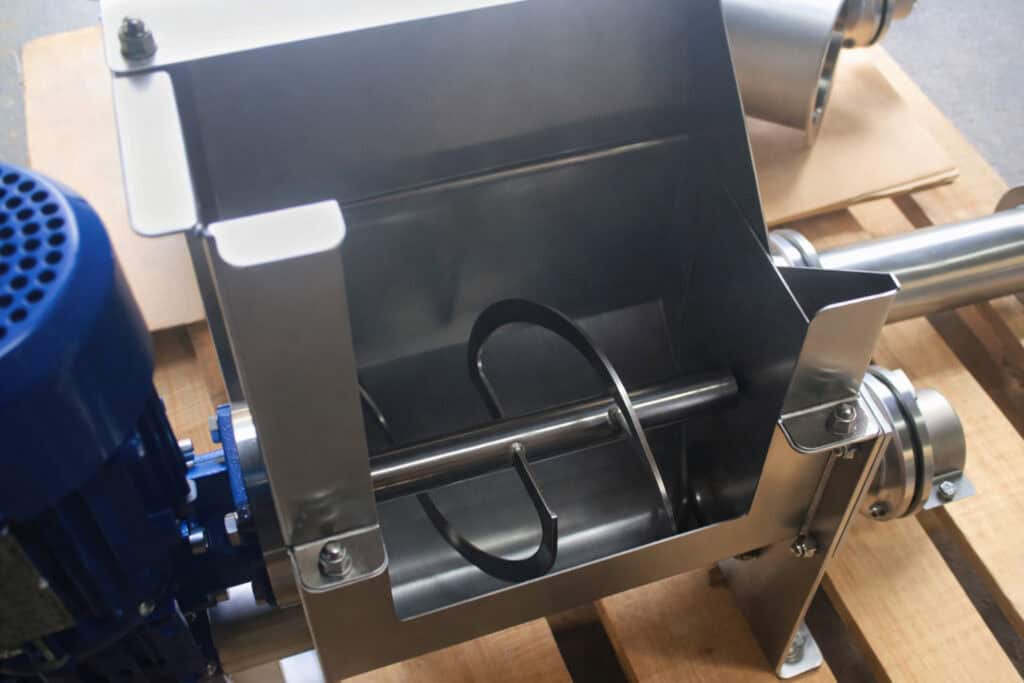
Flexible Screw Conveyor with Trough Hopper
This Flexicon® flexible screw conveyor with trough hopper can receive material from multiple outlets of feeders, grinders, blenders, bulk bag...
Read more

How Heavy-Duty Belt Conveyors Keep Industrial Material Flows Moving
In this episode of Let Me Explain Video Series by Laitex, Tero Kokko, Product Manager of Belt Conveyors at Laitex,...
Read more

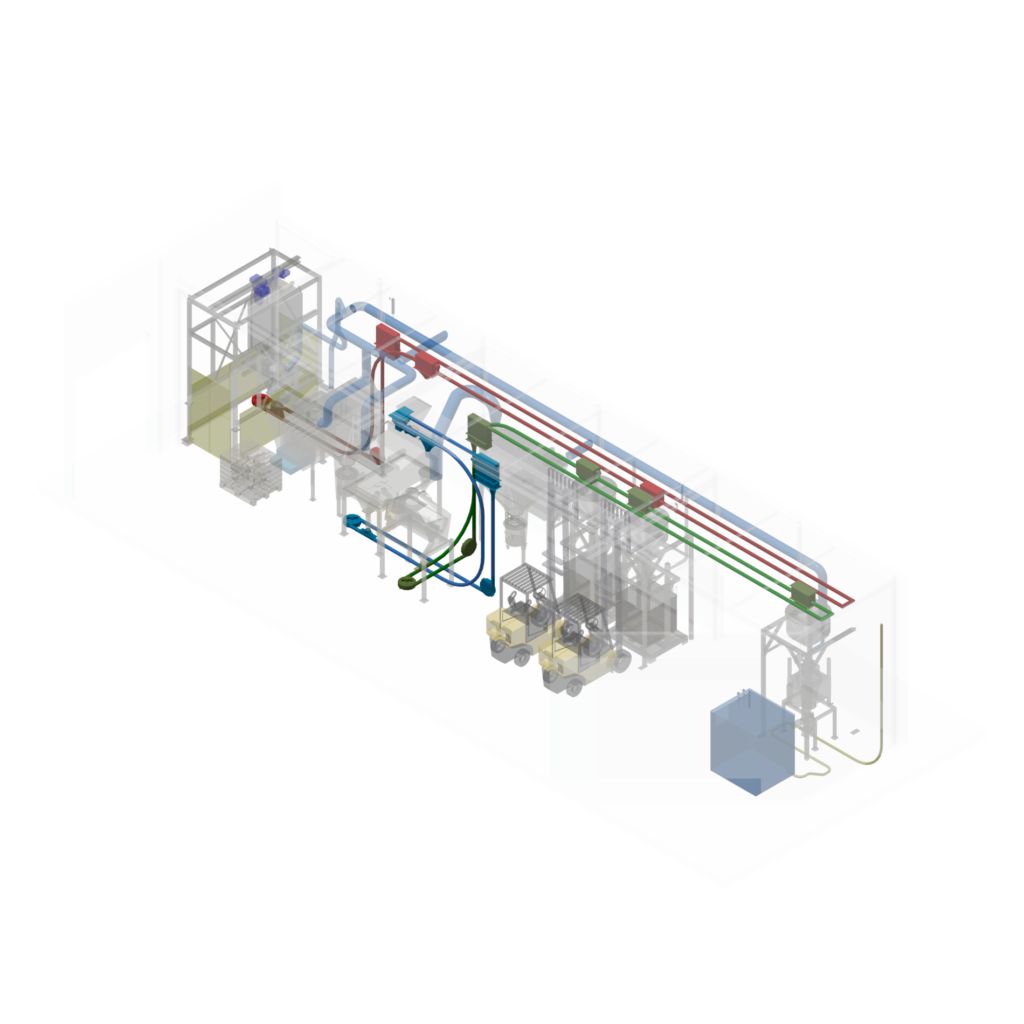
ALVIBRA High End & CIPable Conveying Solutions
For the Dairy and Pharma Sector Alvibra specializes in High Hygiene and Performance, in gentle powder conveying systems.
Read more

Mechanical Conveying: Turning Material Transport into Process Performance
In modern bulk solids handling, mechanical conveying is far more than a means of moving material from one point to...
Read more

Latest videos







Feeding Innovation: Triton Innovation Automates Infeed for GTF’s Drying and Milling System
GTF Technologies of Ada, Michigan works in upcycling and food sustainability to help food producers and processors create new value...
Read more
COMAV’s Aero-Mechanical Conveyors: Efficient and Gentle Conveying of Powders and Granules
COMAV’s aero-mechanical conveyors represent an economical and efficient solution for conveying powders and granules over short and medium distances. Thanks...
Read more

Reinventing Screw Conveying with Archimedys
In modern industry, downtime is expensive. Every hour lost to maintenance, equipment failure, or production delays directly impacts productivity and...
Read more
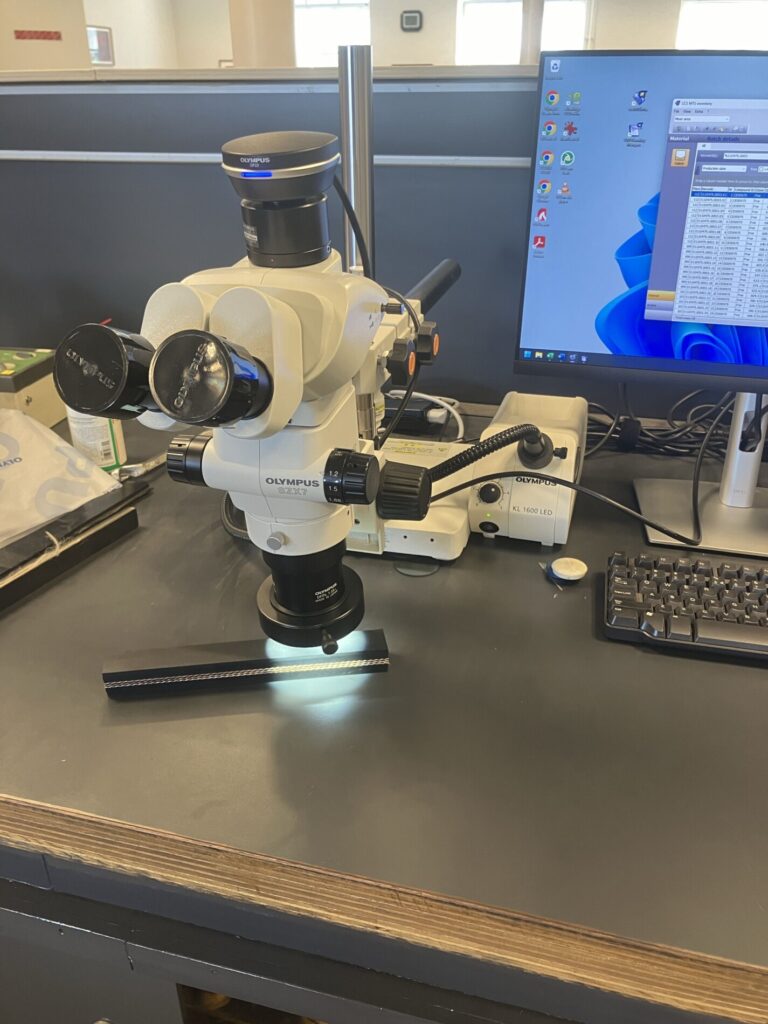
It’s the Rubber that Makes the Difference
Rubber under the microscope – Leslie David visits Netherlands-based Fenner Dunlop Conveyor Belting to find out why the quality of...
Read more

Flexible Screw Conveyor Systems for Powder Handling in Fertiliser Applications
In fertiliser production and materials processing, the reliable handling of bulk solids such as fine mineral powders is essential. Materials...
Read more
The Impact of Bucket Projection and Pulley Diameter on Elevator Discharge Performance
Bucket elevator performance is strongly influenced by the geometric relationship between bucket projection and pulley diameter. While often overlooked, this...
Read more
Bespoke Flexible Screw Conveyor for Wastewater Processing
In the water and wastewater treatment sector, handling dry, dusty and cohesive materials efficiently presents ongoing operational challenges. Systems must...
Read more













