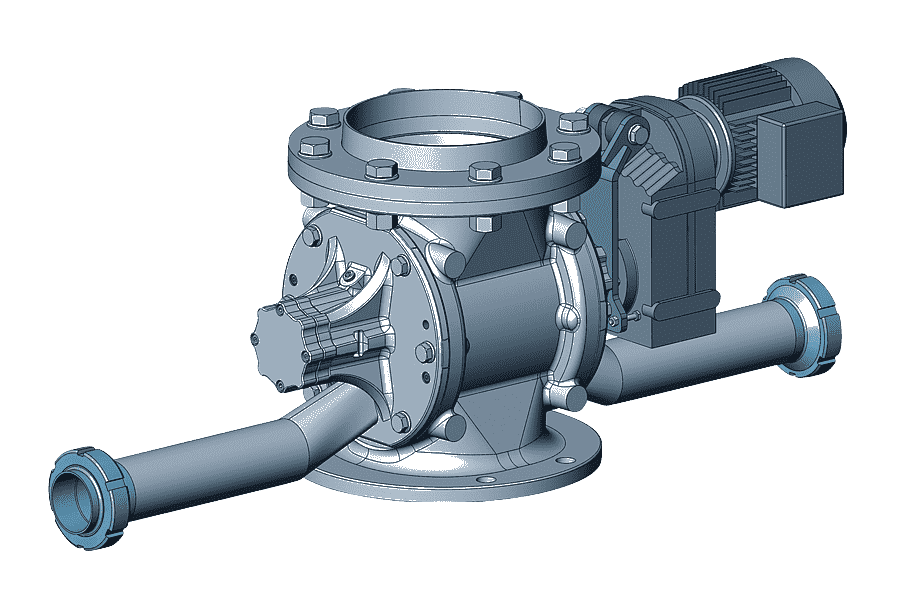
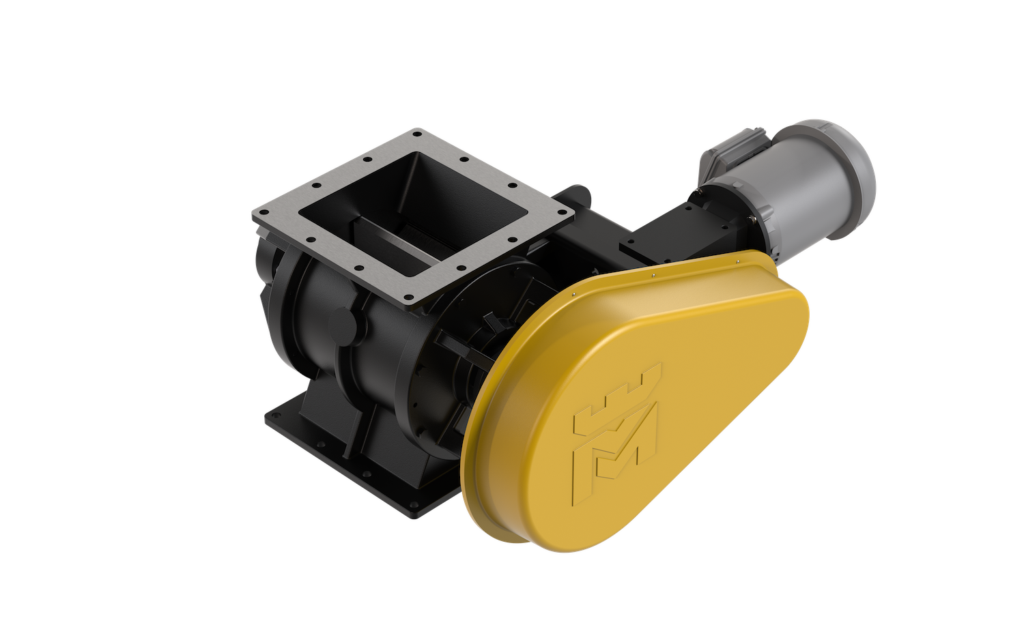
Making Fast Clean Rotary Valves even Better (and Bigger)
Gericke RotaVal has again updated its range of Fast Clean rotary valves, combining enhanced hygienic design with innovative features that...
Read more

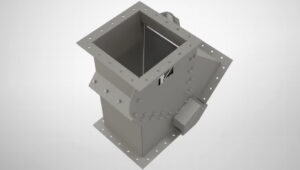
Vortex Titan Maintenance Gate | Heavy-Duty Isolation Gate for Abrasive Bulk Solids
The Vortex Titan Maintenance Gate is a heavy-duty isolation gate engineered to shut off material flow with confidence — even...
Read more
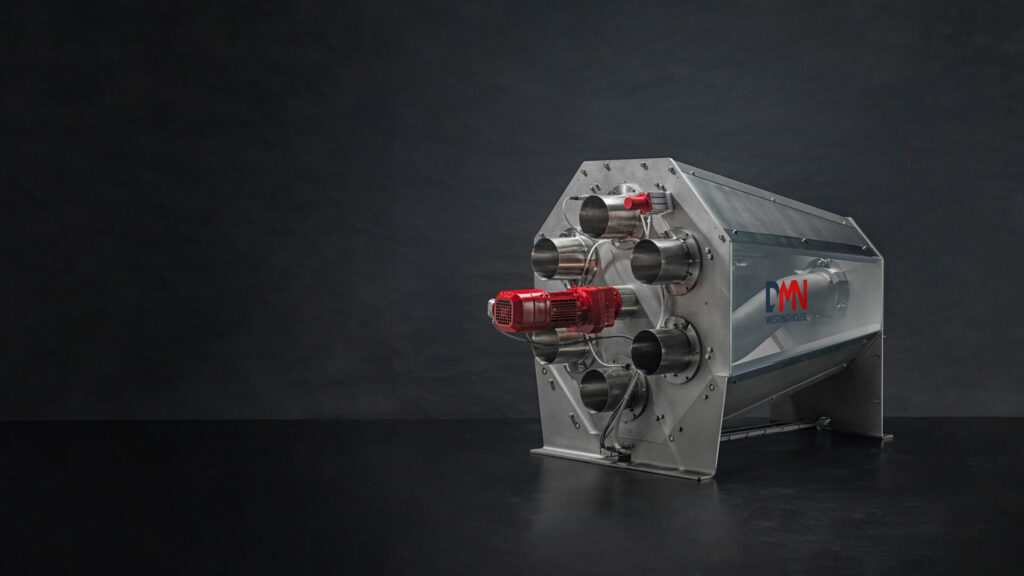
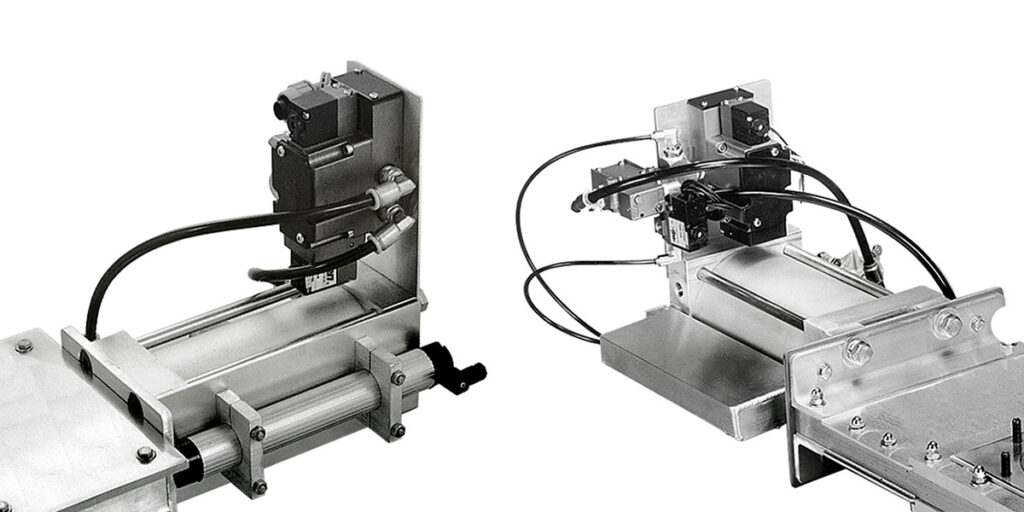
Designing Out Complexity in Pneumatic Conveying
DMN-WESTINGHOUSE’s improved M-TDV multiport tube diverter valve gives processors a compact way to reduce routing complexity, protect product value, and...
Read more

Instarmac Group PLC Eliminated Frequent Downtime with the Vortex Clear Action Gate
Enhancing Process Reliability: How Instarmac Group PLC Eliminated Frequent Downtime with the Vortex Clear Action Gate.
Read more

Engineering Durability: Large-Scale Soybean Handling Solutions
Agricultural processing facilities often operate at a massive scale, where the difference between profitability and loss frequently comes down to...
Read more

Latest videos





Improve Batch Weight Calculations
In most bulk powder handling applications, slide gates are used predominantly to either completely shut off or completely open the...
Read more

Vortex Flex Tube Diverter for Dust-Tight Material Routing
The Vortex Flex Tube Diverter is engineered to eliminate material cross-contamination in dilute phase pneumatic conveying and gravity flow applications....
Read more

Gravity Flow Control Without the Blockage
Lorenz Roller Gates are engineered for precise, dependable performance in high-cycle gravity flow applications, making them the ideal choice for...
Read more

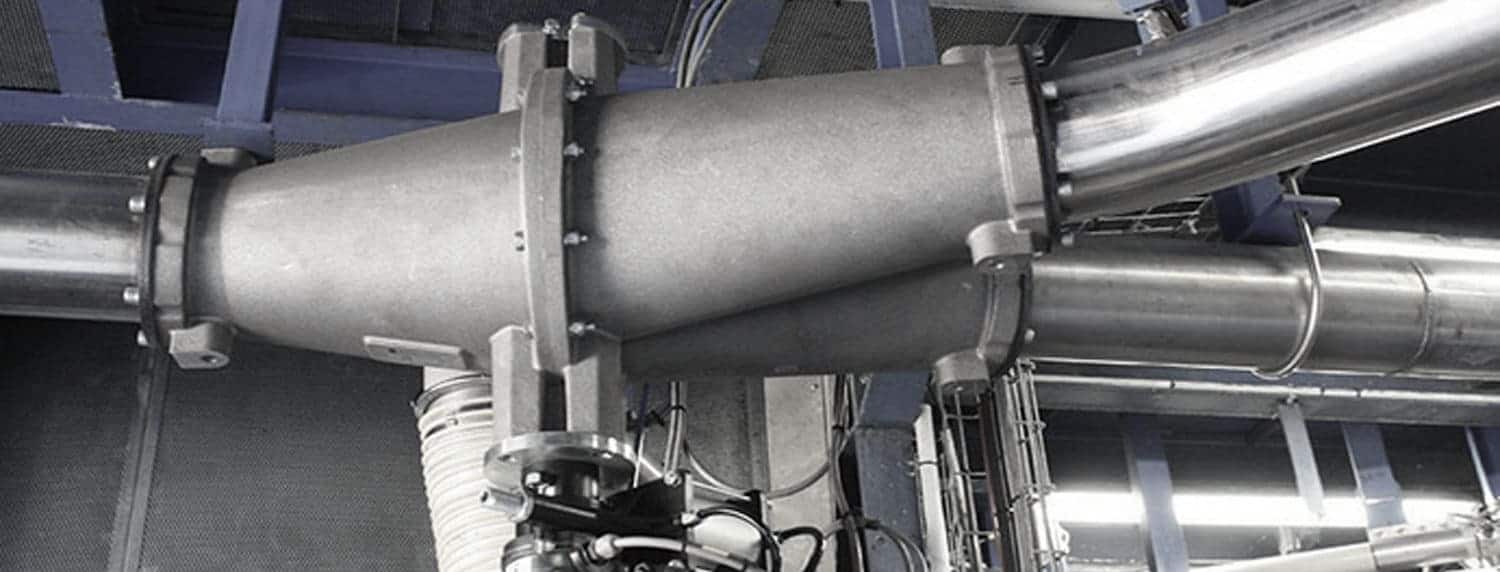
High-Temperature & Pressure Valve for Abrasive Bulk Materials: Vortex TPV Explained
The Vortex Temperature & Pressure Valve (TPV) is engineered to excel in demanding high-temperature and high-pressure environments where precision and...
Read more

The Vortex® Gravity Vee Diverter™
The Vortex® Gravity Vee Diverter™ from the Quantum Series is designed to replace conventional bucket and flap diverters in gravity...
Read more
Why Are Rotary Valve Airlocks Important for Material Handling?
In the world of industrial material handling, efficiency, reliability, and precision matter. Whether you’re moving flour in a food processing...
Read more

Control Your Flow
Lorenz Conveying Products delivers industry-leading flow control components engineered for reliability and performance across the food, pet food, plastics, chemical,...
Read more