


Engineering Smarter Bulk Material Handling in Chemical Manufacturing
How advanced containment, controlled environments, and material-specific design improve safety and throughput.
Read more

Chemical Production Under Pressure
How precise weighing and inspection technology is becoming a strategic factor.
Read more

The Role of Moisture in Chemical Manufacturing
In chemical production, moisture content directly influences reaction rates, solubility, crystallization behavior, and the stability of both intermediates and finished...
Read more

Best Practice: Safe Powder Charging in Chemical Reactors – Ensuring Safety, Flexibility and Productivity
Reactor charging is a common yet highly hazardous operation across the process industry. It involves adding powders such as additives,...
Read more
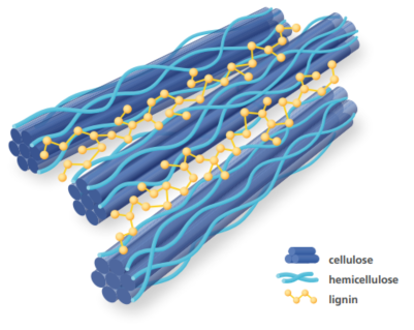
From Process Consulting To Turnkey Systems
Lignin is an organic polymer and, alongside cellulose and hemicellu- lose, a component in wood. Here it has an impact...
Read more


Nobian Develops Innovative Process to Produce Key Lithium Battery Components
Lithium, with its high energy density, is a critical raw material for battery production. Due to the electrification of transportation...
Read more

BioBTX secures over € 80 million to launch world’s first renewable aromatics plant
BioBTX, a pioneering developer of renewable aromatics technology in the Netherlands, has secured over €80 million to launch its first...
Read more

Ribbon Blender Output Up 25-Fold At Diversified Chemical Products
Diversified Chemical Products, Inc. (DCP) began in 1974 as a small, family-owned research and manufacturing business. In the last two...
Read more

Toll Processing Services at Elcan Industries
Elcan Industries specializes in high-precision toll processing, offering advanced powder separation down to 5 microns with technologies like the Hi-Sifter high-energy screener and...
Read more

Powder Handling in Battery Production
As the world pivots towards a future powered by renewable energy sources, batteries have evolved into indispensable assets for energy...
Read more
Avoid Unnecessary Downtimes with Intelligent Signalling Systems
Rupture discs and safety valves have become indispensable for manufacturing companies in the chemical industry. However, there is a need...
Read more

HDPV2 Gate Provides Solution for Chemical Company
In the competitive landscape of the chemical industry, the quest for efficient and dependable dry bulk material handling solutions is...
Read more
























