New Investment at ION’s Arta Plant in Chocolate Handling, delivered by VRAYKOS
Building on longstanding trust and the continuous growth of both companies, VRAYKOS delivers another project for ION, strengthening the competitiveness...
Read more

GEA to Equip BFF’s Food-Grade Line for Precision and Biomass Fermentation
GEA has been selected to deliver and commission a precision and biomass fermentation upscaling line for Biotechnology Fermentation Factory (BFF),...
Read more

Advantages of Non-Contact Level Sensors in Food Processing
As demand grows in the food and beverage industry, the pursuit of peak efficiency can feel never-ending.
Read more

VRAYKOS Delivers an Innovative Turnkey Project for a Multinational Oat-Flakes Manufacturer
A fully integrated unloading and conveying system equipped with Cablevey Conveyors technology, delivering consistent efficiency and technological excellence.
Read more

Thayer Scale Weighing Solutions for a Wide Range of Food and Sanitary Applications
Offering a broad range of sanitary and hygienic solutions, Thayer Scale’s in-process bulk material rate measurement, rate control and dosing...
Read more


Latest videos





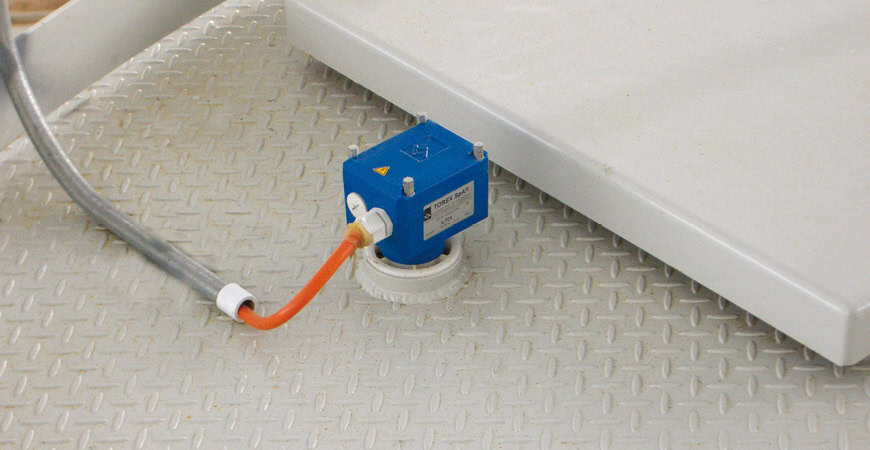
Level Indicators ILT Food: Certified Level Control for Powders and Granules in Food Processing
The ILT Food Level Indicator is the food-grade evolution of the TOREX® rotary level indicator. Designed for hoppers and silos, it provides a repeatable ON/OFF...
Read more

Overcoming Food Processing Obstacles with Level Sensors
Food processors must endure a tumultuous market with escalating prices, supply chains experiencing significant disruptions, and consumer demands evolving at...
Read more

Food Safety – a Matter of Weight
Food safety begins with accurate weight recording and by no means ends there. In everyday practice, weighing systems play a...
Read more

Automatic Calibration of UWT Sensor Technology Ensures Reliable Level Measurement in Confectionery Production
The production of confectionery requires the highest precision in the processing and storage of powdered and granular raw materials. This...
Read more

Intelligent Inspection Systems: Maximizing the Value of Automation
In the modern food industry - where brand loyalty is fragile - there is little room for error. A single...
Read more

New Chocolate Processing Line for Olympic Foods
VRAYKOS has successfully completed another project in the food industry sector, designing and installing a fully customized raw material melting...
Read more

Moisture and Density Measurement in Coffee Processing by the 2-Parameter Microwave Resonance Method
The moisture of the green, roasted, and ground beans in coffee processing is a very important factor in the production...
Read more