Pneumatic conveying systems transport powders, granules, dry bulk, and flakes through an enclosed conveying pipeline using pressure differential and gas flow (usually air) generated by an air movement device, for example, a roots blower, fan, or compressor.
Pneumatic conveyors provide a cost-effective manner to handle and transfer powdered and bulk granular materials quickly with very little loss. They are suitable for a range of process industries such as; Food and Beverage, Pet Food, Chemicals and Detergents, Renewables, and Specialist Materials.
A well-designed pneumatic conveying system is often a more practical and economical method of transporting materials from one point to another than alternative mechanical systems (belt conveyors, screw conveyors, vibrating conveyors, drag conveyors, and more) because:
Pneumatic conveying systems are relatively economical to install and operate,
Pneumatic conveying systems are enclosed and, if required, can operate entirely without moving parts coming into contact with the conveyed material. Being enclosed, these are relatively clean, more environmentally acceptable, and simple to maintain,
Pneumatic conveying systems are flexible in terms of rerouting and expansion. A pneumatic system can convey a product where a pipeline can run.
Types of pneumatic conveying systems
There are several methods of transporting materials using pneumatic conveying.
In general, they seem to fall into these main categories: dilute phase, dense phase, and semi-dense phase.
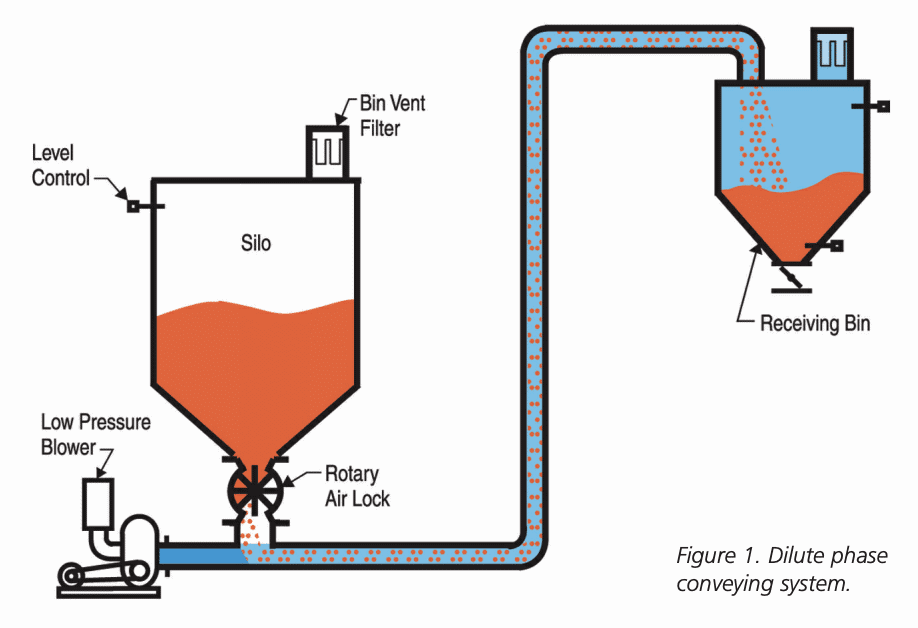
Dilute phase pneumatic conveyors
Dilute phase pneumatic conveyors apply low pressure to move bulk material to send it to its destination at high speed through the conveying line. Dilute phase pneumatic conveyors can be either vacuum or pressure focused depending on the material to be transferred.
The dilute-phase system can be designed in three ways:
Positive pressure system – Positive pressure systems operate above atmospheric pressure and convey bulk materials from a single source or multiple sources to one or multiple destinations, over medium distances, and with greater capacity than possible using vacuum systems.
Negative pressure or vacuum system – Negative pressure or vacuum systems operate with air pressures below atmospheric pressure. Negative pressure (vacuum) is generally used to convey material from multiple sources such as storage vessels, process equipment, trucks, and rail cars, to an individual or various destinations.
Combination of positive-negative system – This pull-push dilute phase system incorporates the advantages and benefits of both negative and positive pressure arrangements in a single design. These systems are used with multiple material entry points and delivery points.
Dilute phase pneumatic conveying systems are ideal with:
Non-abrasive and non-fragile materials with a light density
Certain batching systems
Examples: flour, cornstarch
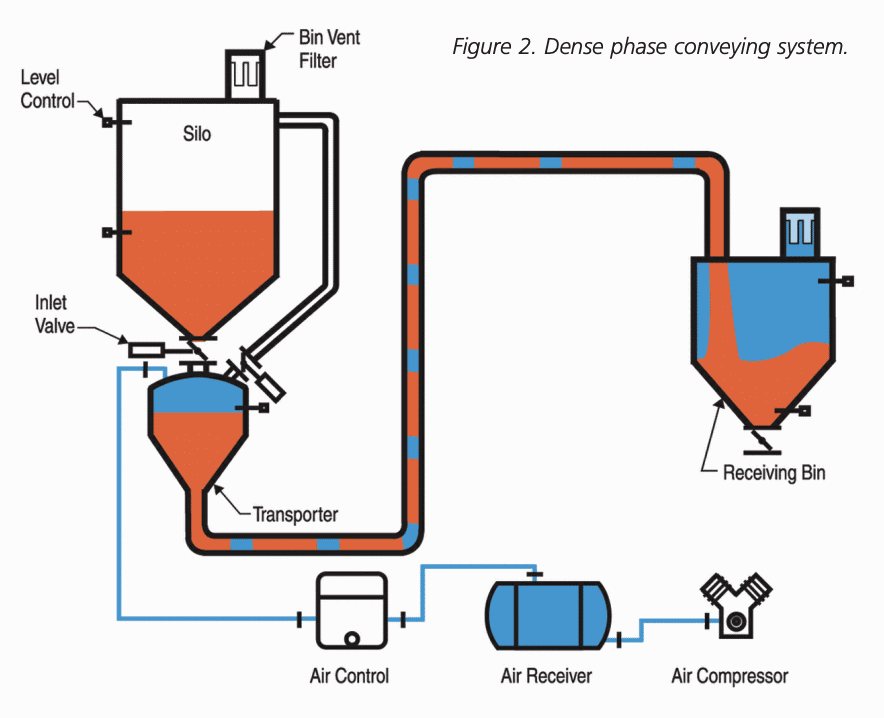
Dense phase pneumatic conveyors
Dense phase pneumatic conveyors offer the enormous advantage of effectively “pushing” a much thicker concentration of bulk solids at relatively low velocities through a conveying line.
The dense phase pneumatic conveyor is more commonly used to convey materials over longer distances and at higher throughputs. The limitations of air movement devices such as fans and roots blowers become prohibitive.
This method is also commonly used to convey fragile or abrasive materials at low velocities to minimize material damage or system damage. The low velocity of the dense phase means minor wear and tear on both the system and the materials being conveyed.
Dense phase pneumatic conveyors: contrary to dilute phase pneumatic conveyors, dense phase pneumatic conveyors apply high pressure achieving low speed. This is mainly because the material transferred is otherwise susceptible to coming apart.
Dense phase pneumatic conveying systems are ideal with:
Very fragile materials and mixtures, as the low speed and lower air volumes prevent materials from breaking down.
Best for low- or high-rate transfer of abrasive or brittle materials, as the slow convey speed reduces abrasion of conveying lines.
Slightly hygroscopic materials, without requiring the introduction of air drying equipment, because air quantities needed for the dense phase are significantly lower than semi-dense and dilute.
Examples: Sand, sugar, carbon black prill
Semi-dense phase pneumatic conveying
Semi-dense phase pneumatic conveyors: semi-dense phase pneumatic conveyors are a middle-ground solution developed to convey material at medium velocity.
As an intermediary step between dense and dilute phases, the semi-dense phase conveys materials using a medium velocity. Only a portion of materials is suspended in the air stream.
Semi-dense phase pneumatic conveying systems are ideal with:
Products in an aeratable state
Abrasive or friable materials
Examples: cement, fly ash
Choosing a pneumatic conveying system design
The decision of which pneumatic conveying system design is best for your operation should be based on the following questions:
What kind of material is being transported?
Is material or piping degradation a concern?
What is the purpose of the material transfer system?
Do you want to move the material?
Do you want to transfer more material than your current system can handle
Are you more concerned with reliability and efficiency or the gentleness of transport?
To answer these questions, you need to consider several material handling characteristics, including conveyability, optimum air-to-material ratios, buildup tendencies, flowability, and degradation.
Knowing how a material behaves during pneumatic conveying allows for the accurate specification of conveying mode (dilute or dense phase), gas flow and solids loading, and type of gas mover (for example, blower, fan, or compressor).
This Technology Zone offers an insight into the latest innovations in pneumatic conveying system design.
Subscribe to our E-newsletters
Get the extensive coverage for dry material handling professionals who buy, maintain, manage or operate equipment, delivered to your inbox (it’s free!).
Süleyman is General Manager of Polimak with more than 20 years of experience in design, engineering, manufacturing, and marketing of bulk solids handling systems. He leads the organization to provide problem-free solutions from single equipment to complete turnkey systems for a wide range of industries. Pneumatic conveying systems, dust collectors, rotary valves, big bag dischargers, batching & dosing systems, storage silos are some of the components designed and produced by a highly qualified engineering team in the organization. Holding a Bachelor’s Degree in Mechanical Engineering, Süleyman’s background includes software development, industrial automation, and IoT technologies. This facilitates Polimak’s vision of providing data-driven smart process technologies for the bulk solids handling industry in the new digital age.
Matthew is a mechanical engineer holding an honours degree from the Auckland University of Technology and has been responsible for BFM® Global’s product development, testing and compliance programme for almost 5 years. Matt’s experience is centered on the powder handling industry with a specific focus on flexible connectors, and all the compliance requirements around them.
From food to pharmaceutical and all industries in between, Matt works with our Distributor partners, end users and OEMs from Europe, Asia and the Americas to solve application challenges. He regularly attends industry tradeshows around the world and understands the complex requirements of each different market.
Sylvain Bellamy is currently the Commercial Director for Powder Process and Technology at Tetra Pak, based in France. With over 25 years of specialized experience in powder processing, handling, and packing, Sylvain has held various roles across the Americas and Europe, providing him with a comprehensive understanding of the global market.
Sylvain’s robust background in the food processing industry has sharpened his powder expertise during his years at Tetra Pak, where he contributed to developing innovative powder processing solutions. He leverages his extensive experience to drive strategic growth and operational excellence, always ensuring the delivery of cutting-edge technology and solutions that bring innovations to the market. Contact: Sylvain.Bellamy@tetrapak.com
George Bougioukas, Plant Manager of Acmon systems has over a 20 years of experience in plant process design for both mechanical and automation engineering in a wide range of industrial sectors. He has gained a unique knowhow of cross-cutting technologies and applications bringing the organization to reach a new industrial value chain era. George’s expertise includes applications ranging from reception and storage of raw materials, pneumatic and mechanical conveying, sieving, weighing and dosing, mixing, up to bagging and final product dispatch. Behind George there is a dedicated team of engineers who like him are constantly striving to improve design and performance of all plants Acmon systems has been delivering all around the globe for the last 30years on a turnkey basis.
Alex McCans is National Sales Manager for HammerTek Corporation, manufacturer of the innovative Smart Elbow Deflection Elbow. With over 10 years of experience in mechanical and pneumatic conveying of bulk solids, Alex leads the HammerTek sales team to solve conveying challenges for customers around the world. His expertise and dedication have helped establish HammerTek as a trusted leader in the industry.
Aristidis Melios is the General Manager at Vraykos & Associates Mechanical Ltd. He holds a Diploma in Mechanical Engineering from National Technical University of Athens, and has more than 30 years of experience in design, engineering and manufacturing of bulk materials handling systems in food industry in Greece and Balkans area. Mr Melios is an expert in managing industrial projects that concern mechanical or pneumatic conveying, weighing & dosing, mixing, dedusting, screening and storaging of food bulk products. He has the experience needed to create a cost efficient turn-key solution for every bulk materials industry. The last years leads the Vraykos company engineering team with success, inserting new ideas and technologies in the field of bulk materials handling systems.
Tim Llewellyn is the Global Projects & Applications Engineering Manager at Flexicon Corporation, a world leader in the design and manufacture of bulk handling equipment and custom-engineered systems. He has over 20 years of experience managing and delivering complex global projects within the bulk material handling industry, including expertise across multiple sectors, including food, chemical, pharmaceutical, nutraceutical, and plastics. Tim has a proven track record of building and managing teams focused on helping clients solve their powder handling challenges. Tim holds a Bachelor of Science degree in Mechanical Engineering from Lehigh University.
Carrie Hartford is the Director of Business Development and Senior Project Engineer in Jenike & Johanson’s office in California. For 17 years, she has been solving challenging bulk material flow related problems around the world. Typical projects include the analysis and design of bins, hoppers,
feeders, and transfer chutes. From 2012 – 2014, she opened and established an engineering office and laboratory facilities in Perth, Western Australia. Internationally she publishes and presents technical papers, participates in conferences, and presents numerous short courses in the field of bulk solids flow. Carrie has a Mechanical Engineering degree from the University of California, Santa Barbara and an MBA from Azusa Pacific University in California. She is a licensed Professional Mechanical Engineer in the State of California.
More than 35 years’ experience in development and realisation projects as a project manager for feed, aqua feed and petfood. Working at Dinnissen for 25 years as account manager in feed, aqua feed and petfood division. Specialist in developing major projects with added value focussing on pneumatic conveying, mixing, drying, grinding and coating with liquid and powder systems.
Doan Pendleton is the President of VAC-U-MAX, located in Belleville, New Jersey. With over 35 years of experience in the design, engineering, manufacturing, and marketing of bulk material transfer systems and industrial vacuum cleaning systems, Mr. Pendleton has developed extensive expertise across multiple industries, including food, pharmaceutical, nutraceutical, plastics, chemical, packaging, and additive manufacturing/3D printing. His technical acumen has driven innovation and operational efficiency, playing a key role in advancing bulk material handling technologies. Mr. Pendleton holds a Bachelor of Science degree in Marketing and Management from Suffolk University.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.
Subscribe today and receive industry news and technology insights that matter.
By signing up for our list, you agree to our Terms & Conditions. We deliver two E-Newsletters every week, the Weekly E-Update (delivered every Tuesday) with general updates from the industry, and one Market Focus / E-Product Newsletter (delivered every Thursday) that is focused on a particular market or technology..