



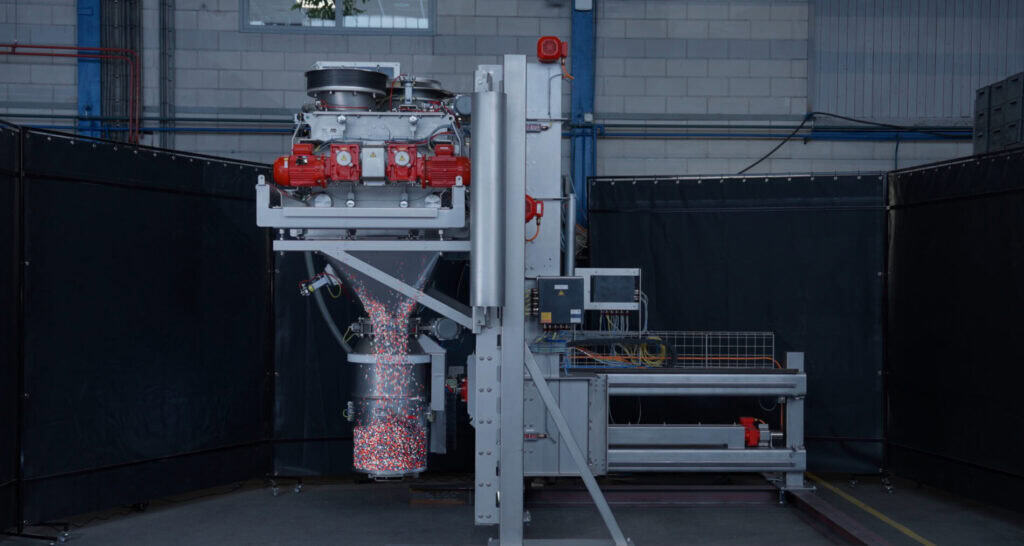
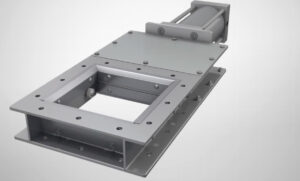
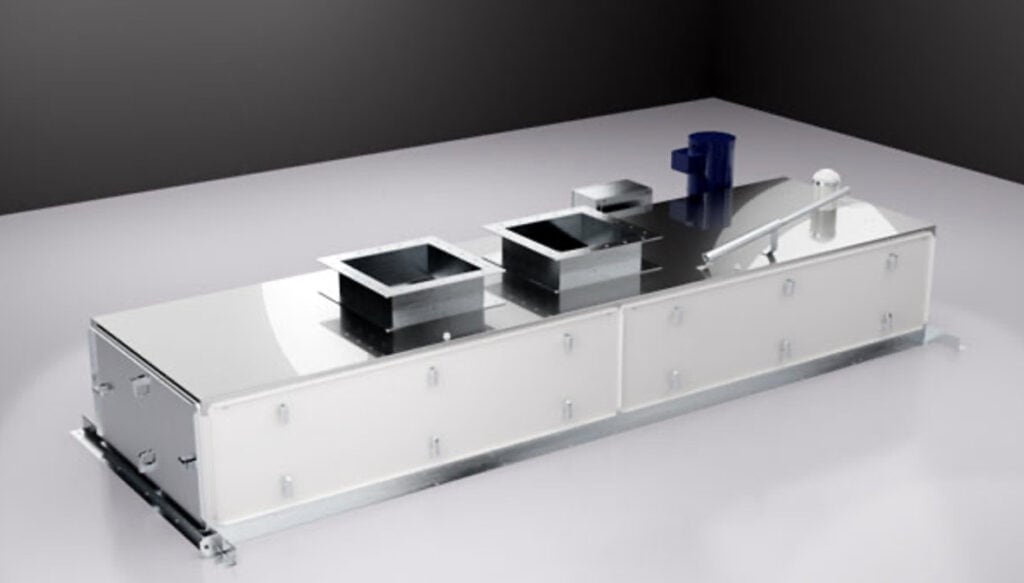
Dinnissen sets new standard for mixing in compact spaces with Pegasus® Moving Mixer
Dinnissen introduces the Pegasus® Moving Mixer: an innovative system with movable mixers and barrels designed for optimal mixing in compact...
Read more

Custom Powder Systems’s Innovative Metal Powder Packaging System
Custom Powder Systems, Springfield, Missouri, has proudly introduced its latest innovation in powder handling – the Metal Powder Packaging System....
Read more

Join our One Day @ J&J in Massachusetts this year!
Looking to optimize productivity and safety when handling bulk solids?
Read more

Akona launches UK production of Cablevey systems
Material processing and handling solutions specialist, Akona Process Solutions, is now building Cablevey conveying systems in the UK, delivering faster...
Read more

Exploring Material Segregation, Fluidization, and Related Phenomena
Powders and granular materials often resist predictability. They shift, separate, and behave in ways that compromise precision and consistency. Among...
Read more
Latest videos






VAC-U-MAX Highlights Two Proven Methods for Conveying Dry Bulk Solids to the Process: Direct Charge Blender Loading vs. Vacuum Conveying to Mixers
In the realm of dry bulk solids handling, the method of delivering material to the process can significantly impact production...
Read more

HAVER & BOECKER Marks a Century of Fascinating Engineering
HAVER & BOECKER is celebrating 100 years of the Machinery Division. It kicked off the year-long festivities in May by...
Read more

New VSS Valve: Reliability, Hygiene, and Superior Performance
WAMGROUP, the leading global leader in bulk material handling solutions worldwide, introduces the new Ball Segment Valve VSS, a state-of-the-art...
Read more

The Critical Role of Continuous Moisture Monitoring in Manufacturing
In modern manufacturing environments, precision isn’t optional—it’s essential. And moisture content is one underestimated variable that can make or break...
Read more

Supplement Producer Ups Uniformity, Cuts Cycle Times with Rotary Batch Mini Mixer
Tailwind Nutrition produces nutritional energy supplements containing blends of dextrose, sucrose, fructose, electrolytes, amino acids, caffeine, coconut milk proteins and...
Read more

Optimizing Efficiency with Dust Collection and Air Pollution Control
Handling dry bulk solids presents unique challenges, particularly in managing dust emissions and ensuring safe, efficient operations. Across industries like...
Read more
Thayer Scale Weigh Belts for In-Process Weighing and Measurement Before Packaging
Thayer Scale equipment provides gentle handling of many fragile materials during production, processing, or prior to packaging in a wide...
Read more





















