So, ensuring the transitions between your machinery don’t leak is crucial in positive pressure applications – but what if your process line runs under negative pressure? When you ‘suck’ the product through your equipment, rather than blowing it, do you still need to be concerned about a 100% seal?
The answer is a resounding yes, if you want to protect your product and maximize your throughput.
A Sealed System is Key in Vacuum Conveying
Dust control is the main advantage of vacuum conveying over positive pressure. Because there is no outward pressure, transitions between equipment (where most leaks normally occur) don’t risk having product forced out through the tiny little gaps between clamped connectors and the pipes.
However, even without the potential dangers of dust escaping into your plant, sealed equipment is still crucial in vacuum conveying systems for powdered products for two essential reasons – product contamination and flow efficiency.
1. Prevention of Product Contamination:
The primary goal of using sealed equipment is to maintain a closed and controlled environment throughout the material handling process. This is particularly critical in industries like pharmaceuticals and food processing, where product purity is of utmost importance.
Under vacuum, improperly sealed systems can risk external contaminants, such as dust, dirt, or foreign particles, being sucked into your process line. Air ingress risks serious product contamination during the conveying process.
It is, therefore, imperative that at the product transition points between your process machinery, the flexible connectors can eliminate the possibility of any air entering the line.
2. Efficient Material Transfer:
Vacuum conveying is essentially moving bulk materials from place to place within a factory using suction. Whether it’s being done via ‘dilute phase’ (where powders are suspended) or ‘dense phase’ (where product travels in more of a ‘slug’ like fashion), a sealed system is imperative for the efficient flow of product.
If there is any air being sucked in from outside of the system during operation, optimal vacuum pressure is not going to be achieved. The usual culprits for allowing air ingress, no matter how small, are the flexible connectors that connect your equipment and pipework together
When you have a 100% seal, the vacuum pump can work efficiently, allowing you to maximize your product throughput.
Therefore, the success of a vacuum conveying system is highly dependent on the quality of your flexible connections’ seal as these are the likely points of potential air ingress.
A leaky connector can also impact productivity if used in conjunction with pneumatic vacuum conveying as they allow air to be sucked in from outside the pipes, reducing the efficiency of product flow.
BFM® fitting’s 100% Seal is The Ideal Choice for Vacuum Conveying
To optimize the hygiene and efficiency of your vacuum conveying system, you need to ensure the process line is 100% sealed. The point at which many process lines leak is at the transitions between equipment, where there is often a flexible connector.
Most clamped connector systems can’t handle sustained vacuum pressure efficiently. The industry-leading BFM® fitting flexible connector system, however, has been designed to maintain its seal under both positive and negative pressure with its patented snap-fit cuff system.
The cuff features a strong steel band that pushes out into the spigot, or steel adaptor, keeping the connector in place. This cuff system, along with the superior strength of its popular polyurethane Seeflex 040E material, means the BFM® fitting connector system can offer one of the best negative pressure solutions on the market and is used widely in many industries.

Choosing the Best Connector Option for Negative Pressure
As with all products, there are certain installation recommendations and limitations that apply when selecting the right BFM® connector for your vacuum applications – here’s just a quick overview of two key considerations:
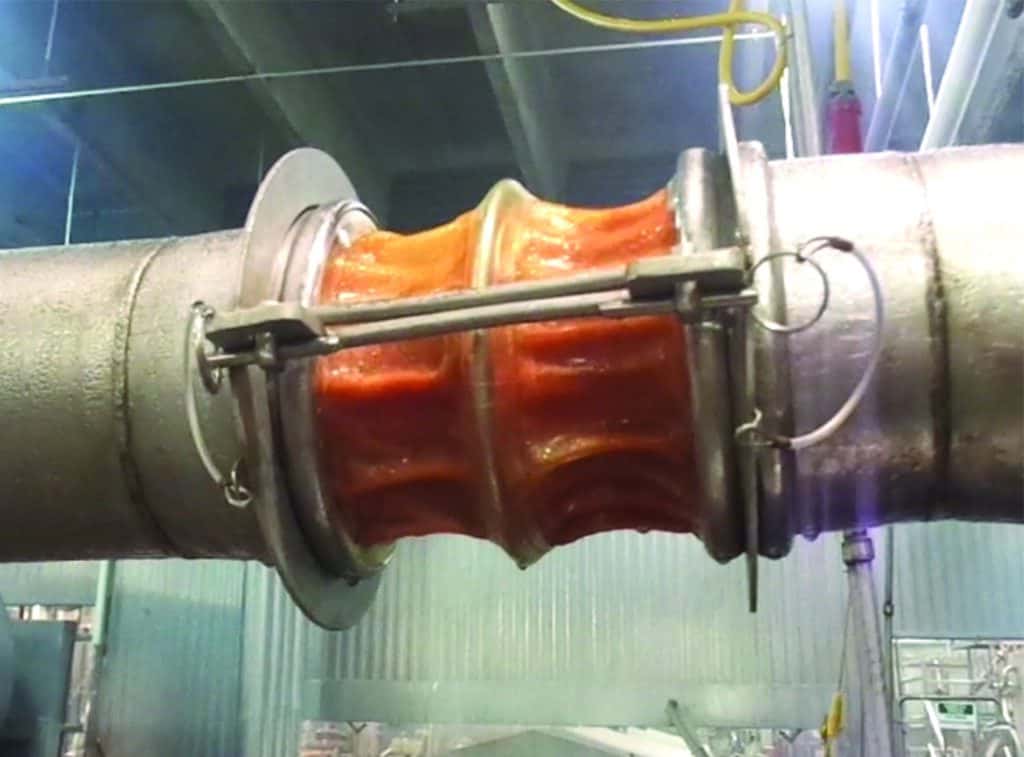
- Connector Length: The longer your connector, the less resistance points there are so the more likely the walls are going to be ‘sucked’ inwards, potentially restricting product flow. To remedy this, BFM® fittings are available with steel (or plastic) support rings that keep the aperture of the connector open. We recommend that the maximum length of your connector should be no longer than its diameter without support rings. For instance, a 400mm (16″) long connector will hold as much vacuum as a 100mm (4″) long connector if it has three support rings (100mm (4″) apart).
- Strength of Vacuum: The higher the pressure the more the connector will be sucked inwards, so support rings in our Seeflex 040E material also help to increase the points of resistance and allow you to run at a higher pressure. For higher pressure operations, we also always recommend using our Tool Release (TR) option, where the cuffs have a much stronger snap band, adding further resistance.

When choosing a connector for use in negative pressure situations, it is also important to factor in amount of movement, environment, temperature and nature of the pressure.