

In 2011, NAK Azot faced a significant market challenge. The international demand for high-quality fertilizers was growing and the market was on its doorstep. The opportunity for the company’s calcium ammonium nitrate product was significant but internally it needed to find a means to increase its production output at the same time as addressing product cooling practices threatening its quality.
The role of cooling
The requirements for product cooling are not new for the fertilizer industry. Quite simply, product temperature during storage is one of the critical quality parameters. It is generally recommended that fertilizers be cooled so that the resulting temperature is within 10 to 20°C of ambient temperatures. These cooling parameters prevent moisture migration that can lead to caking and product degradation. Ammonium nitrate and calcium ammonium nitrate, as special cases, are susceptible to phase change; they must be cooled to a stable phase to prevent them from cycling between phases as ambient temperatures vary.
The role of outdated technologies
For the past 50 or more years, the fertilizer industry has used direct contact air coolers for final product cooling. Rotary drum coolers began as the industry norm; however, in the nitrogen fertilizer industry, fluid bed coolers, thanks to their lower install capital cost, smaller footprint, and lower maintenance costs, have generally taken their place.
The operation of both rotary and fluid bed cooling technologies require high volumes of air. They depend on largescale fans for air movement and scrubbers or baghouses to meet ever more stringent emissions requirements. Additionally, they have significant footprints and can be difficult to accommodate and install as part of plant retrofits.
In NAK Azot’s facility, when it reached the apex of its dilemma in 2011, it was cooling its calcium ammonium nitrate after granulation in three parallel fluid bed coolers. The fluid bed coolers were employed to lower the post-granulation temperature of the product to between 65 and 75°C.
From here, the calcium ammonium nitrate was moved into a rotary drum cooler for secondary cooling and then transported to bulk storage. It was held in bulk storage for three to four days until the temperature further decreased to its target range of between 35 and 40°C. NAK Azot was investing in an expensive and time-consuming process, and it was finding out the hard way that even with high-cost inputs it was producing low-quality outputs.
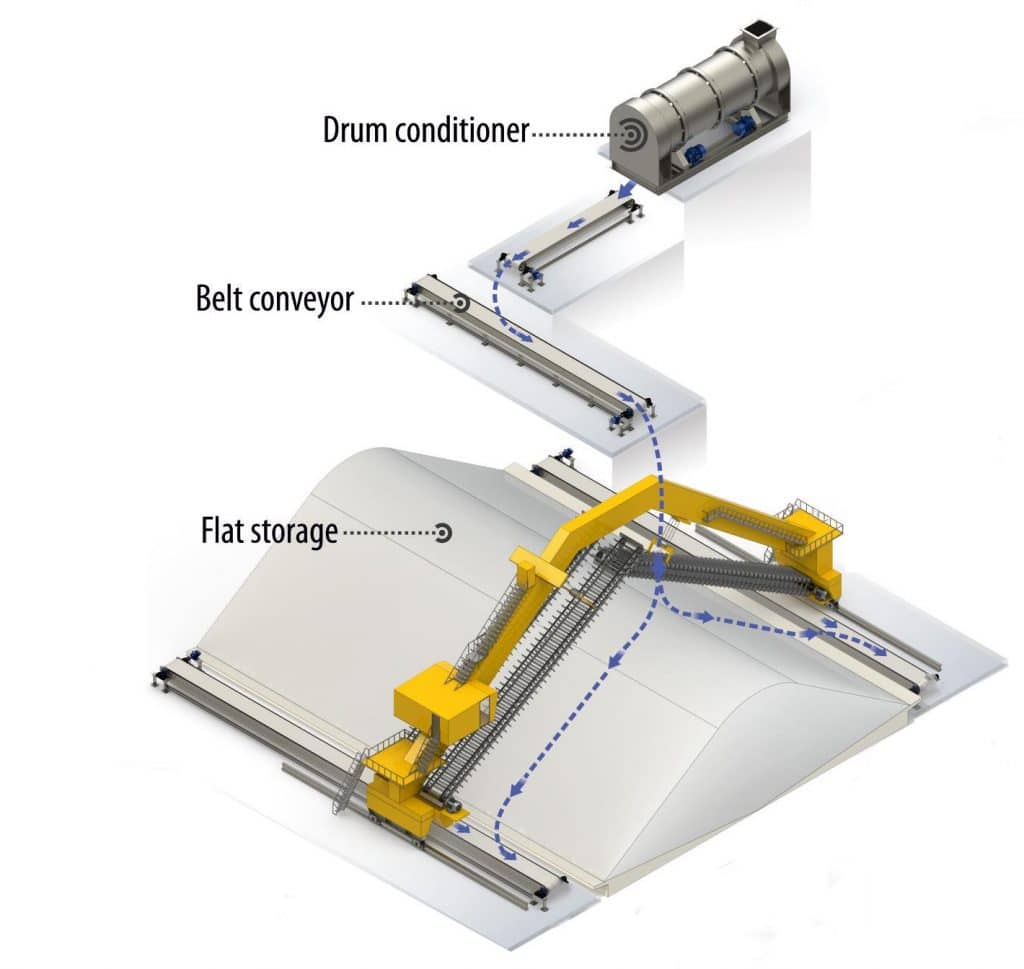
Unfortunately for NAK Azot, due to the high temperature of the fertilizer going into bulk storage, its product was highly susceptible to drawing in moisture and caking as it went through its final stage of cooling. The caked product was then reclaimed using two Kratzer-Crane scrapers, which further degraded the product and led to variable grain-size distribution and a high percentage of fines. Despite its intensive efforts, Nak Azot was getting low-grade products and, most unfortunately, unhappy customers.
An alternative to incremental improvements
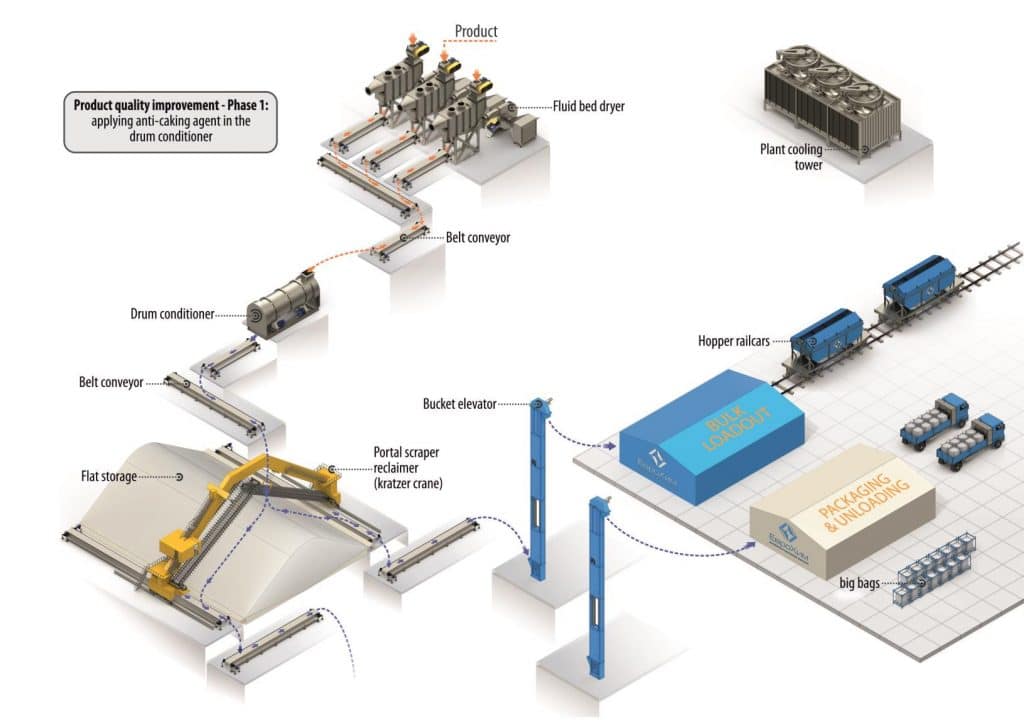
Unwilling to let its market potential and commitment to quality products pass by, NAK Azot started to explore options to mitigate its caking problem and achieve better quality control. Its first line of defense was to upgrade one of its existing cooling components, the rotary drum. It selected a replacement drum that allowed it to inject anti-caking additives into its product batches before sending them to bulk storage. For this incremental step forward, it was successful in reducing the amount and thickness of the caking.
Unfortunately, NAK Azot was still faced with the ultimate barrier to market growth, it needed an effective, efficient, and reliable means to produce more fertilizer. Within its current facility, this meant increasing its cooling capacity. In standing at this crossroad, it realized that incremental investments would only ever yield incremental gains. NAK Azot decided it was time to seek out a game-changing solution with the reputation to change both its position and performance in the world market.
In 2012, NAK Azot engaged Solex Thermal Science and chose to implement a Solex cooler. Solex brought NAK Azot a proven product that promised to not only eliminate caking but dramatically enhance its overall product quality, production capacity, facility performance and environmental record.
The Solex cooler was already at work and demonstrating its value in nearly 150 fertilizer production facilities around the world. It was accepted as the technology of choice for new facilities, including the latest generation of urea facilities being constructed in the United States, and an exceptional option to retrofit mature operations.
Details of the Solex cooler
Solex Thermal Science first introduced its revolutionary technology, indirect contact product cooling, to the market in the early 1990s. In a scenario not unlike NAK Azot’s case, it was faced with the high costs and limitations of retrofitting an existing fertilizer facility with direct contact cooling technology. Rather than accept the available options, it developed a simple, elegant heat exchange technology based on indirect heat transfer that delivered and surpassed expectations on multiple industry challenges.
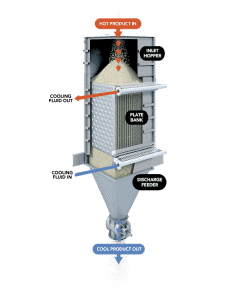
The Solex cooler combines the science of mass flow with the thermal efficiency of plate heat exchange design. In the cooler, bulk solids pass in mass flow through vertical banks of stainless-steel plates. Cooling water flows through the plates to lower the temperature of the material by conduction. The water is circulated through the plates in counter-current flow for enhanced thermal efficiency.
The indirect plate heat exchanger design means air is not used in the cooling process, a feature that reduces installation and operating costs as well as guarantees better environmental outcomes. A mass flow discharge device controls the product flow rate through the exchanger. The product moves slowly by gravity through the unit to create sufficient residence time to achieve the required cooling. A level control system ensures the product cooler operates at its optimum configuration.
Five advantages of the Solex cooler
- Versatility – It can be integrated into nearly any facility – new or mature – and used to cool full ranges of fertilizers from urea granules and prills to ammonium nitrate and CAN, NPKs, MAP, DAP, TSP, and ammonium sulfate. Certain details are altered to allow for the differing properties of different products but the principles of operation remain the same.
- Exceptionally small footprint – With its compact, vertical, modular design, it can be accommodated in even the most compact facility layouts. It is an excellent option for facilities that lack space but still want to increase production capacity either by replacing an existing cooler, as in the case of NAK Azot, or supplementing the existing cooling equipment. It is also ideal for facilities that want to gain all the advantages of modern technology but need to accommodate a retrofit within an existing layout.
- Product quality – One of the keys to good product quality is the correct temperature to storage. The Solex cooler design is based on rigorous thermal modeling to guarantee precise discharge temperature control; this ensures that the product temperature to storage is optimal. Ammonium nitrate and calcium ammonium nitrate create special challenges due to their phase changes and associated heat loads. The Solex thermal modeling allows for this complex phenomena, guaranteeing the final product discharge temperature and ensuring that all of the product has converted to the lower temperature phase. Meeting both of these requirements is necessary to ensure a top-quality product.
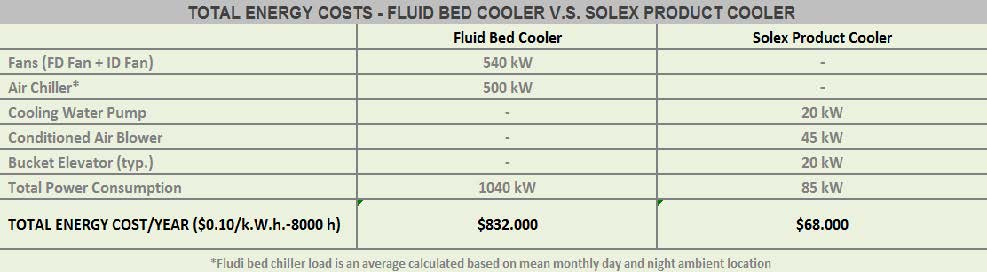
- Cost savings across the board – When it comes to installation, the cost of integrating a Solex cooling system is typically at least 30 percent lower than the cost of direct cooling technologies. Its operating costs deliver upward of 90 percent annual energy savings – which, in a facility producing 3,600 tonnes of fertilizer daily, can equate to cost savings of over $750,000 US each year. Maintenance costs are also virtually eliminated; there are no moving parts and the system operates with a fraction of the components of direct cooling technologies.
- Environment – With increasing pressure on fertilizer producers to achieve a social license, minimize their reliance on carbon-based energy sources and curb greenhouse gas emissions, the Solex cooler hits multiple targets. It contributes locally by eliminating the risk of dust and odor emissions and ensuring compliance with ambient air quality objectives. It shows industry leadership by reducing power consumption – the power that is typically derived from emissions-heavy, coal-fired power plants – by upwards of 90 percent. It promotes sustainable development, addresses global concern surrounding rising greenhouse gas emissions, and avoids costly carbon levies – all additional benefits of a 90 percent reduction in energy use.
NAK Azot’s world-class granulated calcium ammonium nitrate
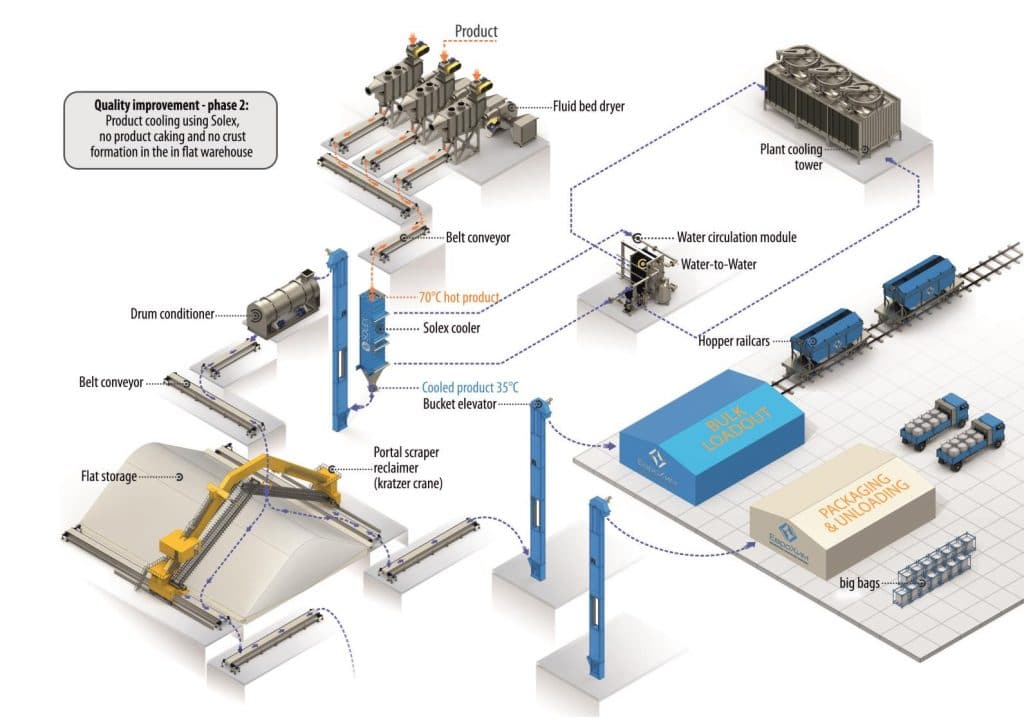
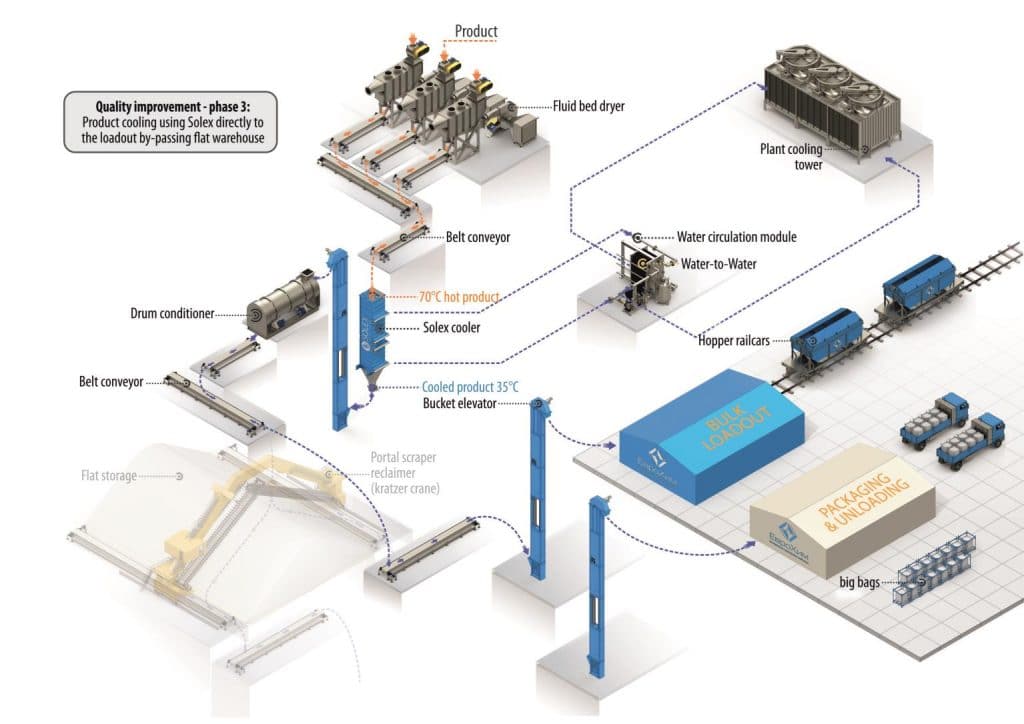
With an extensive list of value-added advantages, NAK Azot saw the immense potential that could be achieved by replacing its rotary drum with a Solex cooler. The equipment took less than five months to deliver and, in this one step, it achieved unparalleled gains. Instead of a 1:1 swap, where the Solex cooler simply acted as an alternative to the rotary drum cooler, NAK Azot replaced the rotary drum and was able to eliminate its reliance on bulk storage. In eliminating its reliance on bulk storage, it recouped the three- to the four-day final cooling time period as well as the high costs and large physical footprint associated with it.
In place of the rotary drum and bulk storage cooling, Solex’s technology accepted the granulated calcium ammonium nitrate directly from the fluid bed cooler. The fertilizer product entered the Solex cooler at a temperature between 65 and 70°C and left it at an optimum temperature of between 37 and 41°C. It was discharged from the cooler without breakage or fines and ready to be packed or shipped in bulk to the customer directly from the unit.
Its shift from a highly variable three-stage cooling process to a gentle, reliable, non-contact, two-stage process allowed it to achieve calcium ammonium nitrate granules that keep form, resist caking, and hold their value during production, storage, and transport.
In choosing to partner with Solex Thermal Science, NAK Azot chose to challenge convention and discover the immense potential of a new design paradigm. It went seeking a means to improve its product while increasing its capacity. The solution exceeded its expectations and NAK Azot’s calcium ammonium nitrate is now among the best in Europe.
The compelling results were reason enough for NAK Azot to also employ Solex coolers to produce its high-density ammonium nitrate. Two product coolers are delivering the same exceptional results achieved with its calcium ammonium nitrate.
With its investment in Solex’s indirect cooling technology and other plant process changes, NAK Azot has quickly emerged as one of the most reputable and efficient fertilizer operations in Europe.





