We oftentimes hear that a feeder is just a feeder and does not require special attention. It is easy to underestimate just how important feeder selection can be for reliable material flow. The selected feeder must not only control flow but work well with your bin.
Reliable flow is highly dependent on the flow pattern that develops in your bin. The two flow problems that develop are funnel flow and mass flow. A bin flowing in funnel flow discharges some material while most remain stagnant, typically built upon the bin walls. Conversely, a bin flowing in mass flow has all its material moving whenever any is withdrawn, meaning the material is sliding on the hopper walls.
Once you have your flow information and have developed a practical bin design, a proper feeder design is now required. There are several feeder types available for use; however, keep in mind that not all of them are appropriate for your material or process.
Feeder Types
A feeder is required to meter solids at a controlled rate from the mass flow bin to a process, truck, etc. A feeder must be designed to:
- maintain uniform flow across the entire outlet cross-sectional area of the bin
- minimize the loads applied to a feeder by the solid
- control discharge rate accurately
There are many types of feeders available to handle bulk solids and they can be divided into two categories: volumetric and gravimetric. A volumetric feeder discharges a volume of material as a function of time. A gravimetric feeder relies on weighing the material to achieve a required discharge rate or batch size.
Volumetric feeders
Screw feeders
These are a good choice when an enclosed feeder is required, when space is restricted, when handling dusty or toxic materials and when attrition (particle breakage) is not a problem. Many applications use screws with constant pitches (distance in between flights) in an effort to feed material from a slotted opening. This approach would typically cause a preferential flow channel to form at the back (over the first flight) of the screw. The reason is that the first flight fills with material and there is no capacity within the next flights to take any more material. This type of flow would obviously destroy a mass flow pattern and exacerbate the problems created by funnel flow.
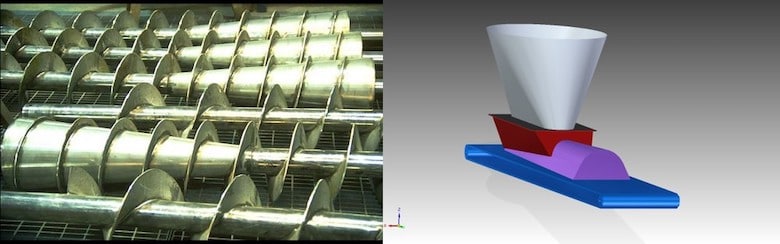
A properly designed screw feeder allows material to be withdrawn over the entire cross-sectional area of the outlet. In order to ensure this when using screws is to increase the capacity of the screw in the discharge direction. A typical approach uses a combination of tapered shaft diameter and increasing pitch to accomplish this. See the attached photo. This approach results in an excellent mass flow pattern because the entire outlet cross-sectional area will remain alive.
Belt feeders
As with a screw feeder, the material must be withdrawn uniformly over the entire outlet. In order to reliably deposit solids onto a belt, a properly designed interface between the bin and belt is recommended. The optimum design of an interface provides a slot that increases from back to front both a side view and top view. See the attached photo.
Rotary valve feeders
These type of devices are commonly used for circular or square outlets. They are mostly used to discharge materials to a pneumatic conveying system. Feed rate is determined by the rotational speed of the vanes which fill with material.
Rotary valves are that they tend to pull material preferentially from one side of a bin as the vanes are rotated to pick up solids destroying a mass flow pattern. Additionally, once the solid falls from the vane, the air that replaces it is effectively pumped back up into the bin. These problems can be alleviated by the use of a vertical section in between the bin outlet and valve. A vent line is required to take the air that is displaced by solids refilling the vane, away to a dust collector, or at least back into the top of the bin.
Gravimetric feeders
A gravimetric feeder relies on weighing the material to achieve a required discharge rate or batch size. A disadvantage of a feeder that weighs material is that it is usually more expensive than a volumetric device.
Weighbelt feeders
These types of gravimetric feeders are typically used in continuous feeding applications as opposed to batches. A weigh belt has the belt, drive, and material on the belt is weighed.
Loss-in-weight feeders
These types of feeders are considered the state of the art when feed accuracy is essential. In a loss-in-weight (LIW) system uses load cells attached to the bin weigh the bin, feeder, and their contents. These load cells sense a change that takes place over time and sends a signal to a controller that speeds the feeder up or slows it down.
A disadvantage of LIW systems is that obviously they cannot weigh while they are being filled. Fill time is critical in that a typical LIW system will switch to volumetric feeding while the filling process continues. When the bin is filled, it switches back to gravimetric.
Gain-in-weight feeders
These types of feeders are used only for batching applications. The receiving container rests on a scale or on load cells and the system controls the discharge from the filling bin.