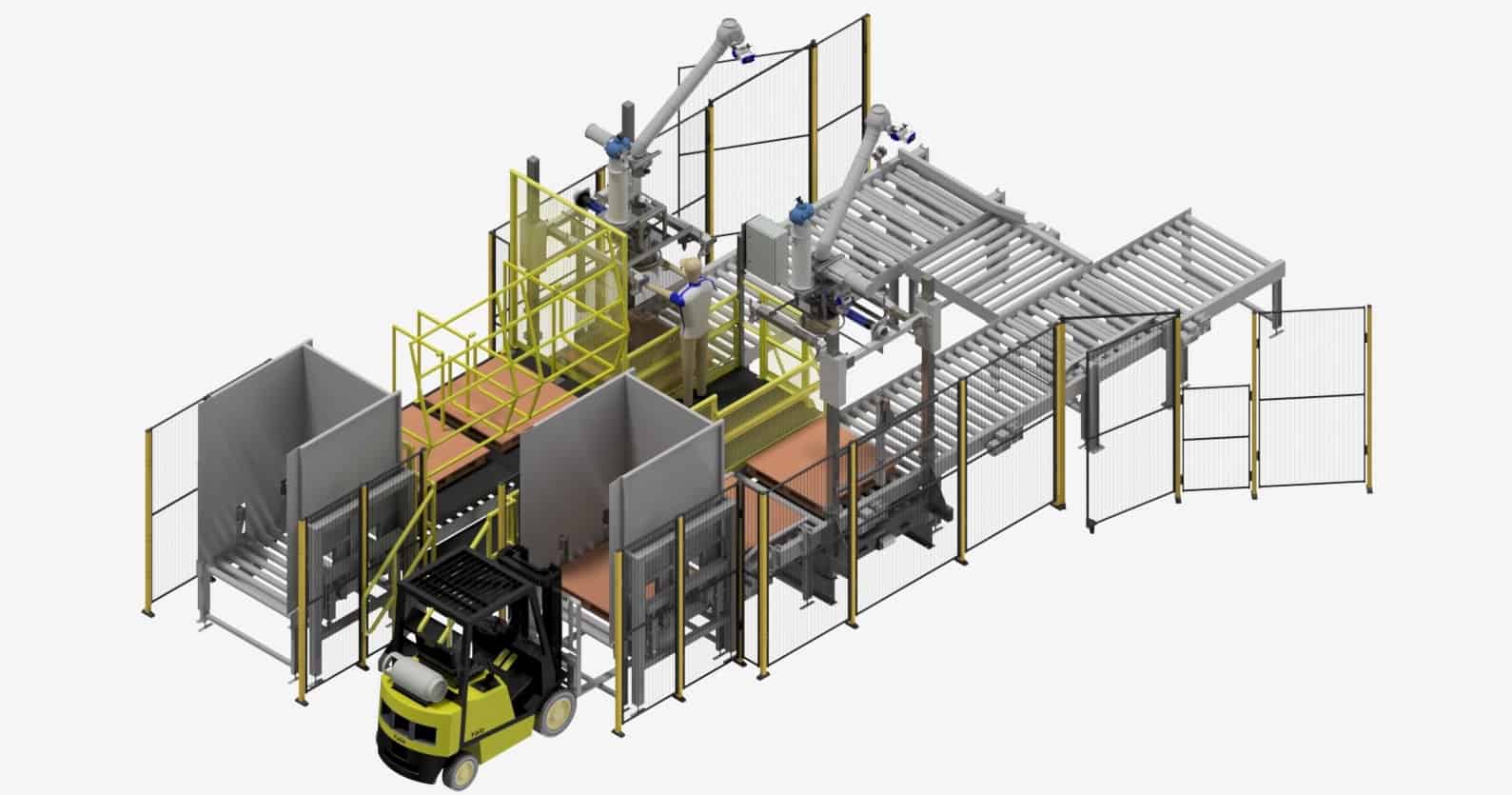
A new BLOCK-BUSTER® Hydraulic Bulk Bag Conditioner from Flexicon features arched doorway masts that increase overhead clearance for easier insertion and removal of palletized bulk bags using a forklift.
The conditioner loosens hygroscopic chemicals, spice blends, heat-sensitive products, and other bulk materials that have solidified during storage and shipment, returning the material to a free-flowing state and enabling bulk bag unloaders to discharge the material through bag spouts.
A hydraulically-actuated, variable-height turntable operates in concert with two hydraulic rams to press opposing sides of the bulk bag at varying heights, rotate the bag 90 degrees, and then repeat the conditioning cycle.
The number and pressure of hydraulic ram actuations, the height of the turntable, and the number of 90-degree rotations are user programmable at the control panel’s HMI.
Enclosed on four sides, the conditioner is equipped with full-height, safety-interlocked doors that disable all equipment functions when the doors are open.
The system’s hydraulic pump can be mounted on the exterior of the safety cage or remotely, and requires only an electrical power connection for operation.
Available through the company’s Quick-Ship Programme as a stand-alone unit, the conditioner accommodates bulk bags of all popular sizes. It is also available constructed of stainless steel for sanitary and corrosive applications, and in configurations integral to bulk bag dischargers that reduce the cost, footprint and loading time of separate equipment.
Flexicon also manufacture flexible screw conveyors, tubular cable conveyors, pneumatic conveying systems, bulk bag dischargers, bulk bag fillers, bag dump stations, drum/box/container tippers, drum fillers, weigh batching and blending systems, and engineered plant-wide bulk handling systems with automated controls.