The centralized vacuum system, commonly known as CVS, is the perfect tool:
- Increase production efficiency
- Remove materials over long distances
- Vacuuming in several places simultaneously
- A very large production area
- On several levels simultaneously
Why you should choose a CVS
The installation of centralized systems requires careful and specific study and design to ensure maximum benefits for the companies that use them:
- Saving time dedicated to the cleaning of machinery and work environments
- Working on a continuous cycle improves production efficiency and avoids machine downtime.
- Increased security thanks to Atex certifications
Centralized suction systems are practical and versatile tools that increase the working autonomy of the production process. making it possible for an entire department to be cleaned by a single operator, thus saving dedicated resources.
What is a centralized vacuum system?
Industrial plants with large work areas and production departments that are distant from each other, have difficulties in maintaining optimal and constant cleaning that allows for high hygiene standards. Normal industrial vacuum cleaners, although powerful and easy to handle, do not solve the problem of cleaning on several points at once.
The ideal solution is found in centralized vacuum systems. Made up of several elements, it will allow us to remove and transport material from one area to another through a series of pipes and to accumulate and discharge it at a chosen point.
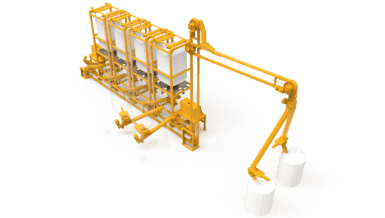
What does a centralized vacuum system consist of?
Designed and dimensioned according to the specific characteristics of each single production area, a centralized plant is composed of:
A central vacuum unit, consisting of a side-channel vacuum unit and an electrical panel with a control board.
The material that will be transported will determine the correct functioning of the system, the sizing of the airflow rate, the pressure losses, and the distances to be covered by the pipes. It is fundamental to guarantee the speed of the air in the pipes (m/s), a necessary parameter for the correct flow of the material.
A high efficiency filtering unit to protect the vacuum cleaner system. During the production processes, granules and dust in suspension are generated, often also polluting such as fumes, mists, and odors. These elements of different natures require filter units sized according to their own specifications. Depending on the application you will choose to install:
- Pocket filter with timed automatic cleaning
- Cartridge filter with automatic alternating air counter-current cleaning
With antistatic polyester filter media class M, or in polyester with PTFE membrane in case of presence of packaging materials.
- Pipes connecting the collection points to the filtering unit. The correct sizing of the entire connection piping is of fundamental importance to minimize pressure drops. All components are available in galvanized steel and stainless steel.
- Discharge system with a collection unit for the extracted material. Depending on the customer’s requirements, a continuous or discontinuous discharge system will be installed, with the possibility of using removable containers, Longopac systems, rolls for continuous discharge, BIG BAG discharge, etc.

Which companies should use a centralized system?
A centralized system is suitable for companies that want to increase the efficiency of their machinery and have a clean production plant. The systems can be used in all industrial fields responding to specific customer requirements with a focus on companies operating in the following areas:
- Food
- Pharmaceutical
- Chemical
- Mechanical and heavy industry
These companies have a large presence of dust or residues during the processing cycles. The centralized systems are also available with certification for ATEX zones.
Plant sizing
To ensure the correct sizing of a centralized system it is necessary to provide as much information as possible. This will allow the technical department to carry out a study and an effective technical proposal that meets the needs expressed by the customer. Some of the necessary data are:
- Technical description of the product to be transported, indicating density, smoothness, grain size, whether it is conductive or not, etc.
- Information about the central vacuum cleaner, the type of motor (electric or compressed air) specifying the volt.
- Information about the storage container for the aspirated material choosing between big bag, container, or other types indicating the required capacity in liters or gallons.
- The type of discharge desired, continuous or non-continuous, and whether manual or automatic discharge is required.
Planning and support
For 25 years Delfin has been developing, building, and installing industrial dust and material extraction systems for all types of industry. By choosing a Delfin centralized system you will have a dedicated team that will follow you during all phases of the process, from analysis to design, installation, and assistance, guaranteeing maximum customization of the system.