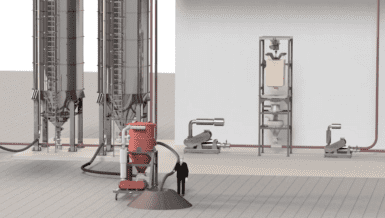
Fed by a pneumatic conveying line, the system is equipped with an integral cyclone that separates incoming solids from the air stream. A rotary airlock isolates the pneumatic system from atmospheric pressure and meters material into a vibratory sifter that discharges on-size particles into a surge hopper.
With extended vertical sides, the surge hopper stores up to 540 liters of material, enabling the system’s flexible screw conveyor to dispense material when needed, while reducing the number of on-off cycles required for the independent pneumatic delivery system to replenish the hopper with the material.

The enclosed 3-meter conveyor, with curved, rigid carbon steel tubing and heavy-duty round wire screw, can handle a broad range of free-flowing and non-free-flowing bulk materials, from large particles to fine powders, including products that pack and seize, with no separation of blends.
As the metering screw rotates, it self-centers within the conveyor tube, providing constant clearance between itself and the tube wall, minimizing degradation of the material and wear of the screw and tube. Since the screw is the only moving part contacting material, maintenance is greatly simplified.
The screw is driven by a 1.12 kW, IP-66-rated motor beyond the discharge point, eliminating material contact with seals or bearings and associated wear and failure. Both the screw and tube interior are smooth and crevice-free, allowing rapid, thorough cleaning. An optional rotating material chute allows manual indexing to downstream locations.
The system is also offered with integral crushing or grinding equipment for the reduction of over-sized masses received from upstream sources.
The hopper’s asymmetrical pyramid design with steep side and back walls promote flow to the charging adapter, while a vent port on the hopper lid provides a connection point for static or vacuum dust containment options.