


Portable 3-A Dairy Dumping-Conveying System
Flexicon's new manual dumping system with integral conveyor and separate dust collector is suitable for dairy powders, pharmaceutical products, and...
Read more
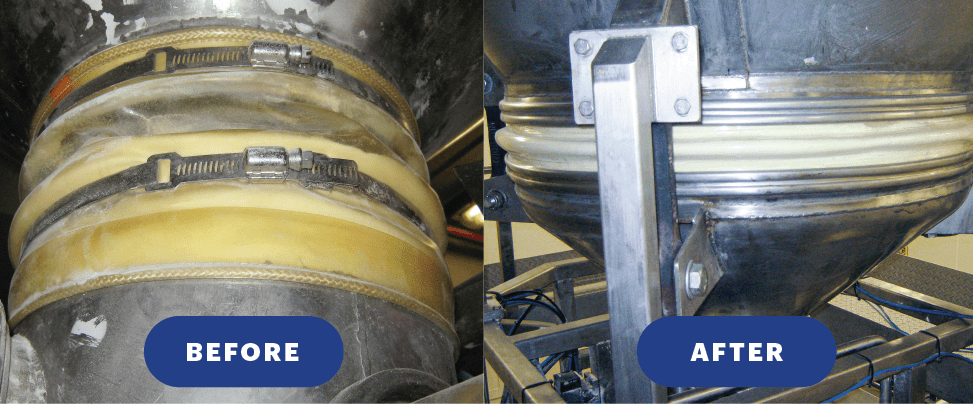
Pressure from Gas Purging Causing Powder Leakage & Build-Up
A leading New Zealand dairy plant had a major challenge with hygiene in their blending filler room when gas purging...
Read more
Milk Powder Particle Attrition
Many research laboratories devote their research to finding ways in reducing the attrition phenomenon. In most cases, attrition is usually...
Read more

Early recognition of dangerous dust concentration – Measurement of dust content in exhaust air
A confectionery manufacuturer refines dairy products. The dust-laden exhaust air produced during the manufacturing process is cleaned in the extraction...
Read more

Gönenli Süt and GEA Sign Contract for First ever Infant Nutritional Formula Plant in Turkey
GEA has won a multi-million Euro contract from Turkey-based dairy manufacturer Gönenli Süt to enrich the country’s first ever plant...
Read more






High-Care Big-Bag Filling Line for Milk Powder
For a Dutch milk powder producer of top-quality baby and toddler food and one of the largest suppliers of baby...
Read more

Design Considerations When Retrofitting Plants with Explosion Protection
The technical constraints and financial consequences resulting from the need to retro-fit an effective Explosion Protection System into an existing...
Read more

Spiroflow’s CTE Bulk Bag Filler – The Ideal Solution for Powdered Milk and Dairy Products
As milk and dairy products are dried for supply chain convenience, powder aeration typically results in poor densification during bulk...
Read more

How to Improve Your Cheese Production Line With Pneumatic Conveyors
Making cheese is a job that requires special knowledge, technical mastery and great care of the product. The products treated...
Read more





















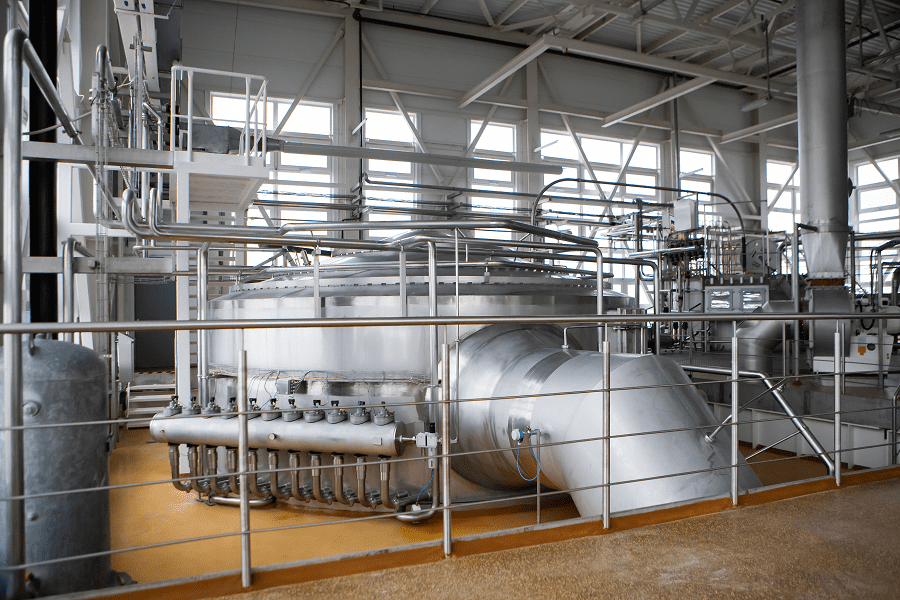
 Milk powder factory in New Zealand. Copyright:
Milk powder factory in New Zealand. Copyright: 
