Gustaaf Zeeman, EMT, The Netherlands, outlines key considerations when developing and operating a fertilizer plant. When developing such a blending plant, the following considerations need to be made.
Capacity

The first consideration when building a blending plant is to determine the required capacity per year, as well as the seasonal capacity (monthly). The general capacity of a blending plant almost always has seasonal production pressure, so the capacity is based on this. This can be from 10 to 200 tph, which is a high capacity in a short period of time. Often, a capacity of 50 – 100 tph is approximately average. The second the consideration is how the raw materials for the blending plant are supplied to the warehouse. Is this in 25 – 50 kg bags (Africa, Asia) or in big bags of 1000 kg (Africa, Asia, South America, Europe)?
Bulk/bags
Will these raw materials arrive in bags, or will they arrive in bulk as in Europe, North America and South America? The third consideration is how many fertilizers are necessary for this blending operation.
In general, this is four to five macronutrient fertilizers, such as DAP, MOP, SOP, TSP, urea, AN, and AS. These are 90 – 95% of the big blending components, whilst the blend micro components, which are usually supplied in bags, are MGO-S-B-Cu, etc. In addition to this, liquid product can be added to blended fertilizers (i.e. slow release inhibitors or anti-caking liquids). To ensure a good blend operation, it is necessary that these raw material components are available for the fertilizer blending outlines key plant.
Storage
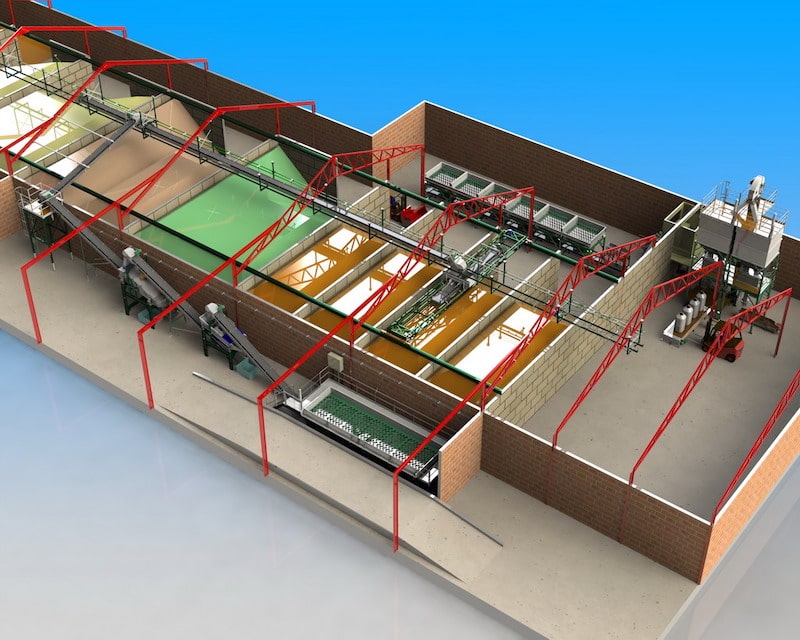
It is also necessary to ensure that there is enough space or storage boxes to store these products. The size of blending plant. these boxes can be more difficult to determine. This depends on the input of the raw materials. Is this done by ship (large quantities of raw material) or by train or trailers (daily input, with daily blended product output)? When the shipment quantity is an option, storage between 2000 and 10 000 t can be required per raw material component. For daily input, the necessary storage can be much smaller (500 – 1000 t per component). Nevertheless, the blending plant capacity will stay the same. This is not dependent on the storage capacity of the raw materials.
Screen
Before the raw materials arrive in bulk, it is possible to screen these fertilizers. This operation can be done to ‘screen out’ the fine (dust) particles before storage. This has the benefit that these screened out particles can be stored as one raw material, and re-used or sold as a straight fertilizer.
It is important to note that when the screening is done after blending, these screened out particles are also blended and are then more difficult to re-use or re-sell. Often, the dividing of bulk materials inside the warehouse is done by an overhead conveyor system to divide into the different boxes. For all of these machines, it is best that stainless steel is used as the primary construction material.
The bulk materials are picked up by a loader with a bucket to bring the raw materials to the fertilizer blender line. When the raw materials are stored in bags (large or small), a forklift is used to transport these products.
Blending
For blending, there are a number of different processes possible. Currently, however, the most modern blending plants use full automatic blenders, where the raw materials are filled in hoppers by the loader and the blending operation is a continuous process. This Weighcont blender type enables a continuous blending process.

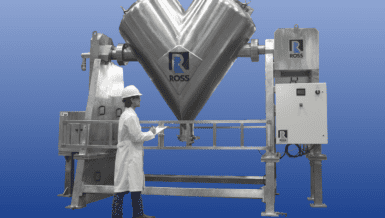
Batch
The other blenders are batch blending systems, where the individual raw materials are brought together in the blender machine (vertical blender), or in a separate weight hopper (Shamrock blender). After this weighing process, the blending starts in the rotating drum.
Weighcont
The Weighcont type of blenders have a high capacity of up to 200 tph, whilst the batch blenders are usually limited to 70 tph. For the Weighcont blender line, it is possible to fill these hoppers continuously and the control of the blending process is done by the computer system. The batch blenders, on the other hand, are manually controlled. All of these blender lines are constructed in stainless steel and can have different sizes. As described earlier, the blenders can have a high capacity and, after blending, the products will be transported by bulk or by bags out of the factory.
Coating
Some machine set-up lines also have a coating line. This makes it possible to add inhibitors to the fertilizers to coat these blended products.
This coating can be done space by liquid or powder inhibitors. Often, these products or inhibitors provide a slow release of nutrients to the crops when the fertilizer is brought to the fields.
Bagging
When the blender line has a high capacity per hour, the bagging line also needs to have the same capacity. For big bags ( jumbo bags), 70 tph per line can be necessary. For 50 kg bags, up to 50 tph per line can be necessary. When a 25 kg bag is necessary, a capacity of 25 tph per line can be required. By doubling this bagging line, the capacity is easy to increase. Also, the machines as described above are installed on a flat floor. This reduces costs in warehouse set-up. A height of 10 m is enough to install the blender and bagging machine line.
Container
As for handling the fertilizer, there are also portable machines available, ensuring that the blending process is done in a flexible set-up. This is also possible for the bagging process. EMT also supplies machines for these purposes, such as the containerised Weighcont blender line and container lines to fill 25 – 50 kg bags and big bags. The capacities are the same as for the previously described machine lines. These container bagging lines are constructed into 10 – 20 ft and 40 ft standard containers. The benefit of this is that they are easy to move to different places and also easy to place next to ships in the harbour. In this way, it is possible to transform bulk imported fertilizer in the harbour to bagged fertilizer.

Conclusion
This article has outlined a number of different possibilities when developing a blending plant, and has explained how to handle the fertilizer. However, it is important to note that everything depends on existing logistical structures and a given country’s historical fertilizer handling methods.