Not only does it provide an extremely cost-effective method of conveying dry bulk solids and ingredients, such as rice, milk powders, and sugars, it is also ideal in maintaining mix integrity throughout the process. FSCs are also easy to clean and high on efficiency and performance.
FSCs can convey in any direction – from horizontal to vertical, routed around fixed obstacles and equipment, and from one room to another. Additionally, flexible conveyors are ideal for lifting materials from bag dump stations or storage bins. They can convey products at ceiling height to feed a line of processing or packaging machines – as multiple discharge points can be placed along horizontal sections.
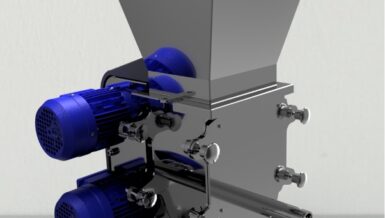
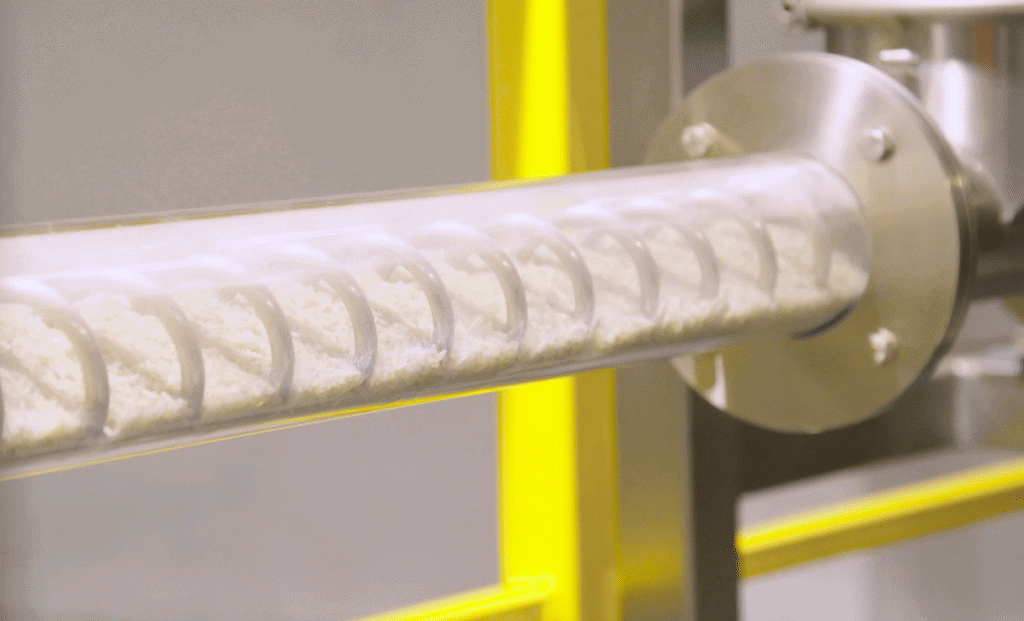
The conveyor works by having a rotating helical screw inside a ultra-low friction polymer tube running at speeds normally in the 500-960 rpm range. The rotating flexible screw conveyor spiral, centralised within the conveying tube, gently moves material without degrading it – this unique action also eliminates the risk of mixed product separation. And because FSCs are totally sealed during operation, there’s no risk of dust contamination or humidity from the atmosphere – a critical factor when used in food and pharmaceutical applications.
Spiroflow also manufactures heavy-duty screw conveyors with ultra-high molecular weight polyethylene (UHMWPE) tubes for abrasive or high bulk density materials. For the most abrasive metals, aggregates, and materials such as glass cullet, they offer the RHINOVEYOR FSC, which has an abrasion-resistant rubber conveying tube in addition to a heavy-duty spiral, thereby providing an extended life over standard UHMWPE tubes in aggressive applications.