Rotary valves are often seen as a commodity. But they play an essential role in many bulk handling processes, often even as a safety device. Therefore, it is important that the owner or manager of a plant is also considering the operational and design aspects of such a valve.
Reduced Life Cycle Costs Thanks to Tapered Bore
Extractable versions of rotary valves facilitate the cleaning and inspection process. But with the very small gap between the rotor and the housing, the opening and closing of a valve always involves the risk of the rotor touching the housing. The tapered bore design used by Gericke RotaVal eliminates this potential damage to housing and rotor during the rotor removal and re-insertion process.
For the Plant Safety
All rotary valves certified as fully autonomous and explosion proof must pass a hydrostatic test. This test is carried out up to 20 bar and certified up to 10 bar. This gives the operator the guarantee that each of the airlocks installed fulfils the expectations placed on it.


Cleanliness
Full and easy access are key when it comes to cleaning and inspection of process equipment. With an option for both end covers of the valve to open, the ability to clean the valve is greatly enhanced. This is particularly useful in dairy environments and proven over many years of service.
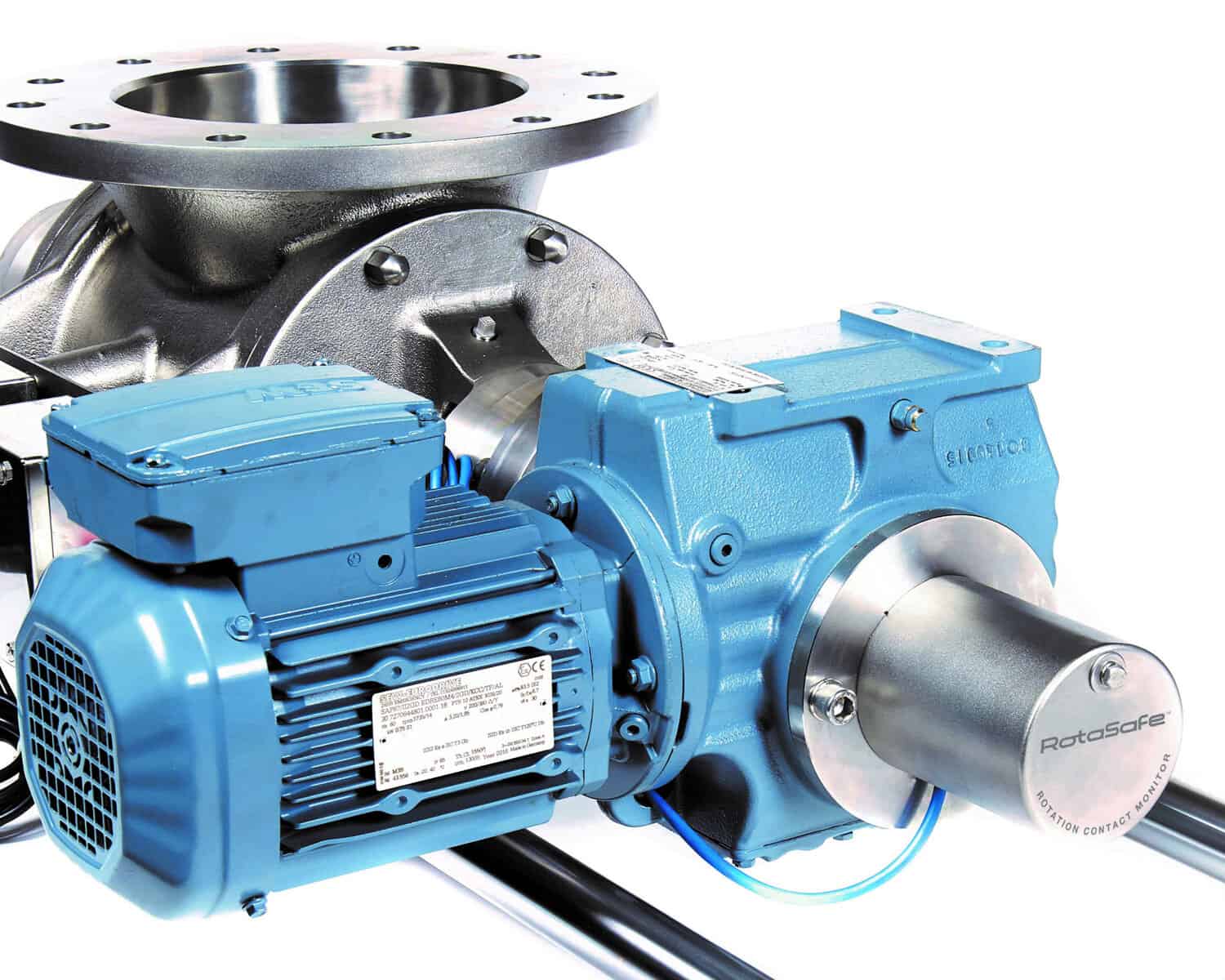
The weight of all components is supported by the rails on the extractable versions. This simplifies the disassembling process and increases the safety of the valve handling.
If the plant environment requires washdown cleaning, the rotary valves are also available in in-situ cleanable versions. These executions withstand high pressure cleaning of the exterior surfaces.