Because sugar absorbs moisture easily, lowering the relative humidity in the conveying line with a desiccant dehumidifier aids in allowing the sugar to be transported dry throughout the system, easing moisture issues. Material velocity within the conveying line, and even a change in seasons, are other factors to consider.
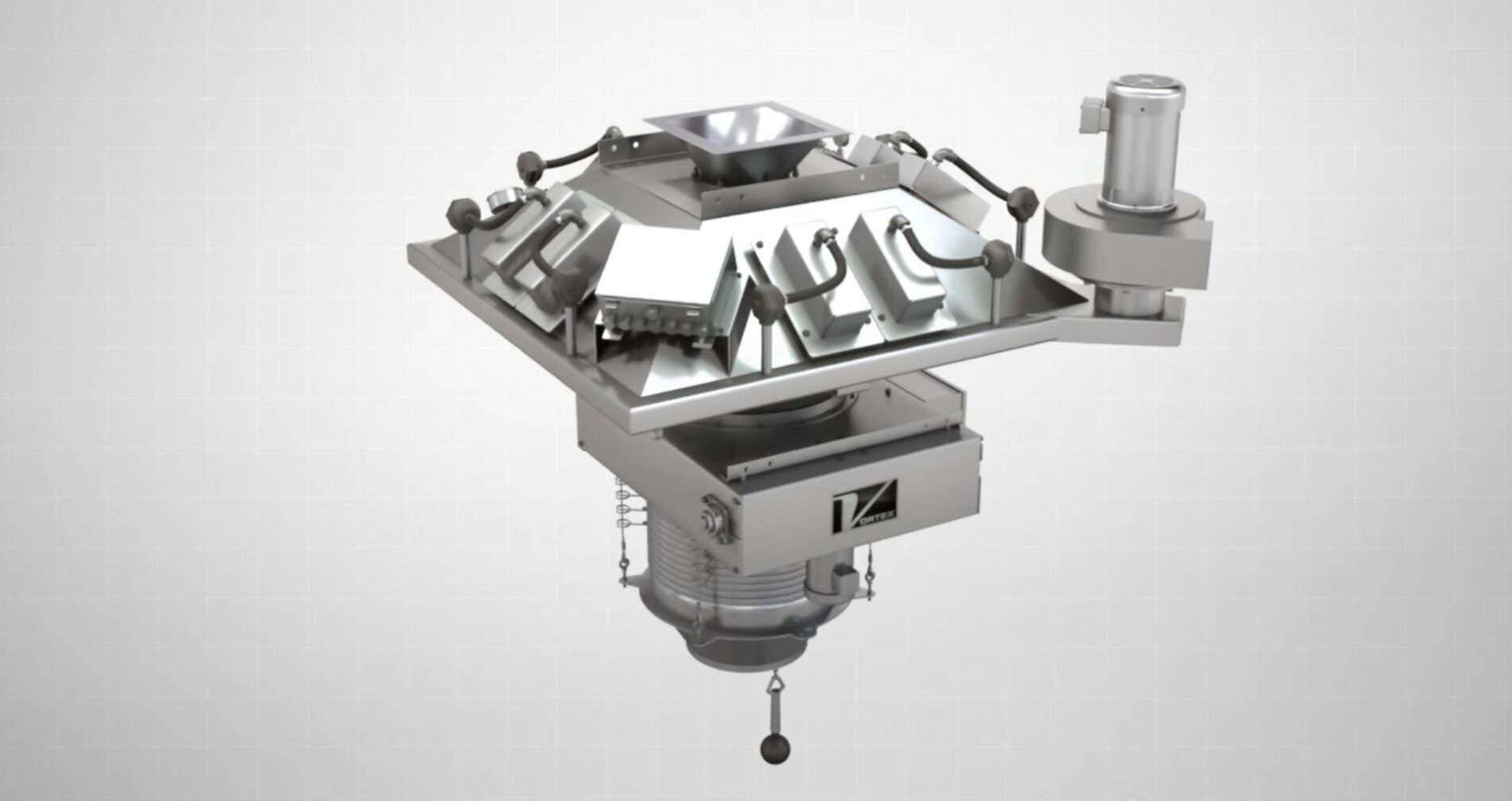
When applying diverter valves for sugar applications, Vortex sales engineers recommend the Vortex Flex Tube Diverter. This specialized diverter features a sliding port that allows material to travel straight through the valve, with no exposed blades or off-leg cavities. This design eliminates the potential for trapped material.

A flexible tube made of stainless steel or rubber directs material unimpeded through the valve. The length of the tube combined with a support feature minimizes wear and fatigue of the hose. The outer housing confines material, should hose wear or breakage take place. A full flange body and an optional air purge minimize any buildup of fine material within the body of the valve. The flexible hose is easily removed for clean up or to provide access to the inlet and outlet ports.