


In view of the combustible nature of the biofuels in use, it was essential to safeguard the plant against the potentially disastrous effects of dust explosions, fire accidents and overheating of components that could lead to production downtime, machine failures, and property losses, at the same time as enhancing safety for the employees and protection of the wider environment.
Such fires and explosions could arise from a variety of ignition sources such as mechanical failure, entrained abrasive material, frictional heat generation, static electricity, impurities within the process material as well as self-ignition (chemical reaction or microbiological decay). To address these ever-present ignition risks, Atexon® was consulted at an early stage to propose an overall solution to monitor the process lines within the three main areas of the plant – the fuel receiving station, the screening station and the boiler house, as well as two fuel storage silos.

Due to the wide range of fuels used in the new plant and the specialized nature of the processing and material handling equipment involved, several technical challenges had to be overcome requiring several types of detection, monitoring and control methods.
Perhaps the most important technical challenge in monitoring the plant was the selection and location of the spark detectors that would be needed to activate the extinguishing system if an ignition source (spark, hot particle or ember) was detected in the process material (fuel).
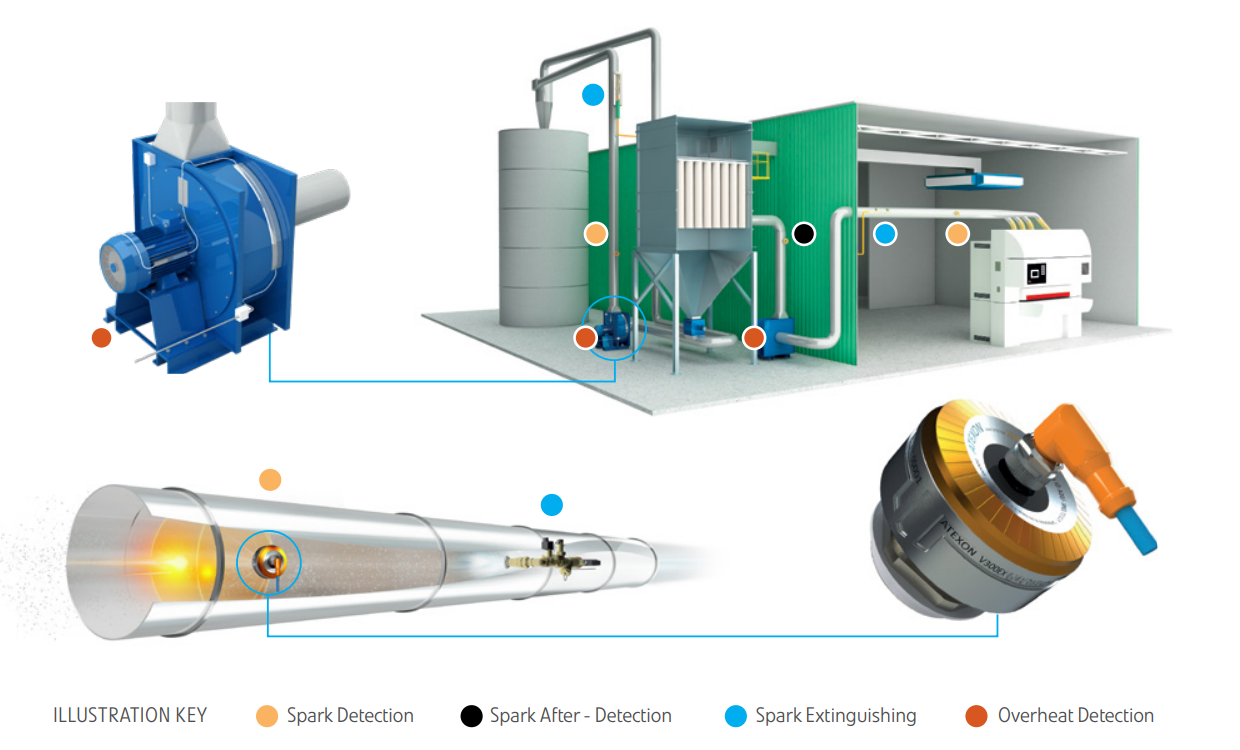
Conventional spark detection of materials moving inside closed de-dusting/dust extraction systems is a well-established method. Sensors typically operating in the Near Infra-Red (NIR) range offer good sensitivity to sparks through multiple material layers, although they cannot detect hot particles at high temperatures.
Alternatively, sensors operating in the Infra-Red (IR) range can detect hot particles (250-400°C) but have poor sensitivity through material layers.
Using advanced electronics, Atexon®’s patented and ATEX compliant V300EX detector operates both in the NIR and IR range to offer a wide detection spectrum for all types of hot particle ignition sources, whether they emit visible or invisible light. Furthermore, the V300EX has an extra wide field of view (up to 180°) when compared to conventional sensors (up to 110°) leading to a fourfold increase in sensitivity when installed in ducting or chutes, providing a major reduction in “blind spots”.

In the event of a positive detection of a spark or hot particle, the extinguishing system reacts very rapidly (typically 0.05-0.1 seconds) and introduces a carefully measured amount of water (between 5-30 litres per event). The extinguishing system includes a pressure boosting station with membrane tanks to eliminate any air bubbles from the water. A high pressure system allows the generation of small droplet sizes, enhancing the extinguishing performance and reducing any negative effects on production from excessive water application. In view of the northerly location of the plant, any external/exposed water piping was heat traced and insulated to prevent freezing and ensure the water is kept at the optimum temperature.








