There are many types of bulk feeders available today. The most broadly used include vibratory tubes, vibratory trays, vibratory belts, screw feeders, and rotary feeders (also known as rotary airlocks or rotary valves).
Below are some common types of dry material feeders and the types of applications in which they are used:
Vibratory tube feeders: Vibratory tube feeders can utilize electromagnetic or brute force (offset weight vibrators) and feed dry materials in an enclosed tube to downstream equipment.
Vibratory tray feeders: Vibratory tray feeders can utilize electromagnetic or brute force (offset weight vibrators) to feed dry materials along a pan (or tray) into downstream equipment. These are particularly good with friable, sticky, or easily smeared materials.
Both vibratory tray feeders and vibratory tube feeders are a good option for materials that are friable. Also, when properly applied, these devices will empty completely.
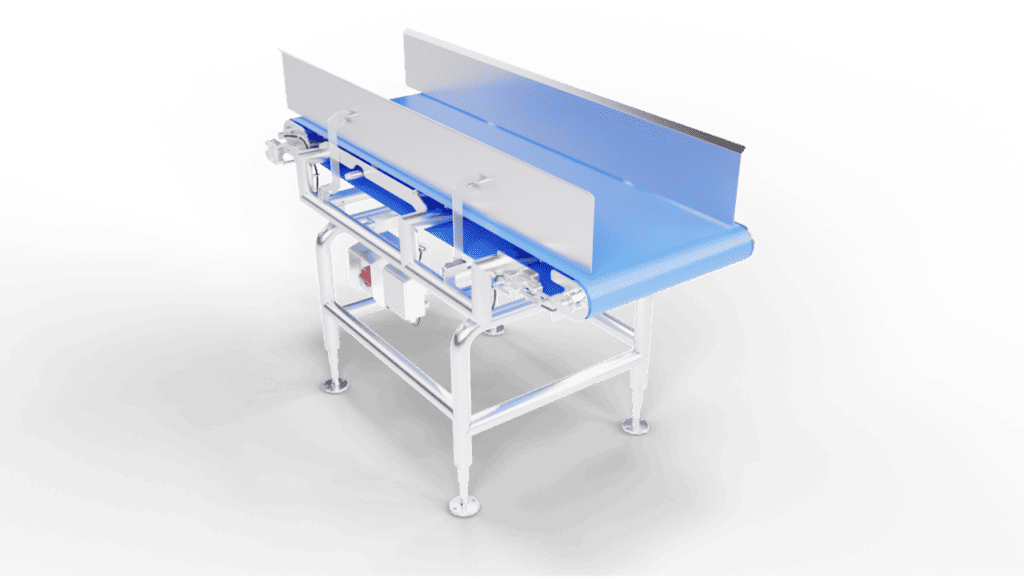
Vibratory belt feeders: Vibratory belt feeders can be a good option when you have limited headroom. Even with its low profile, it can be capable of high rates. Vibratory belt feeders are best suited for materials that are not dusty and are well suited for friable types of materials.
Volumetric Screw Feeders: Volumetric screw feeders allow consistent feeding of dry materials into downstream processes. These can be tuned to feed rates ranging from just a few grams or ounces per minute to well over 100 pounds per minute by utilizing different screw diameters and pitches, as well as variable frequency drives and gearbox combinations.
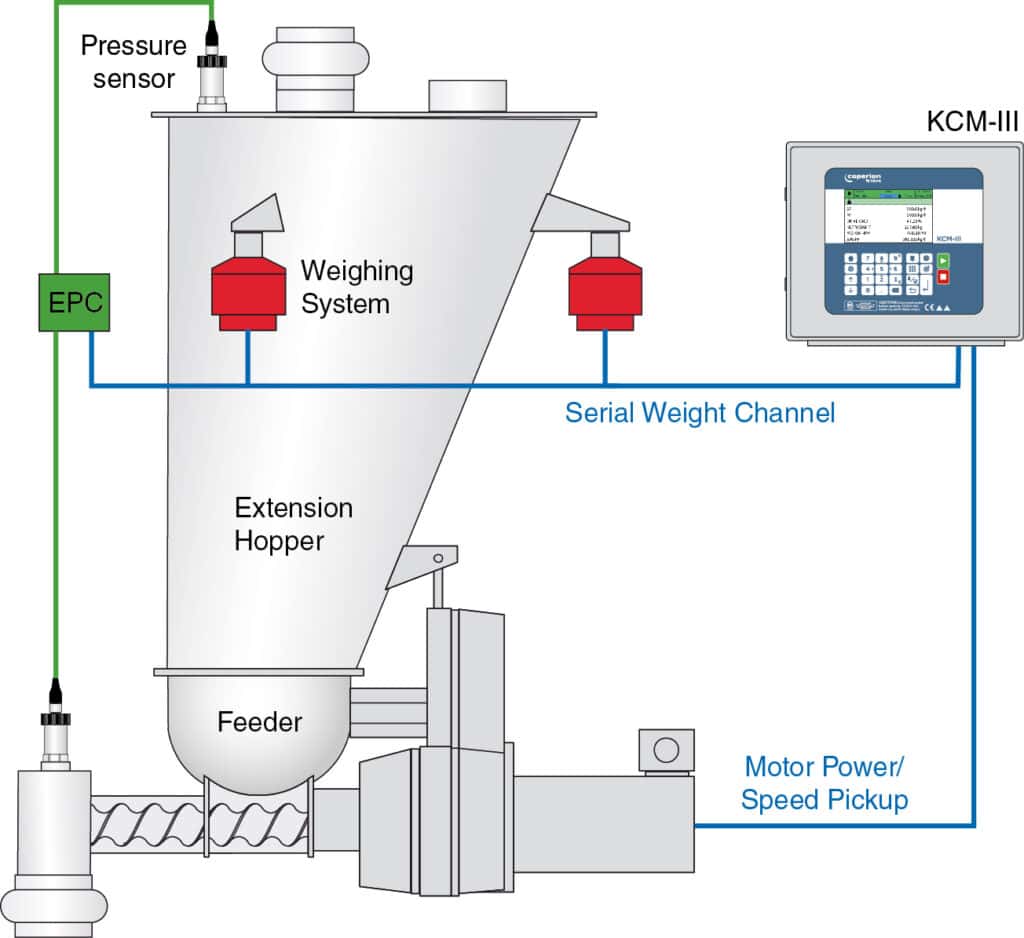
Loss-In-Weight Screw Feeders: By mounting a feeder (screw, tube, tray, belt, etc.) to a scale platform, you can gravimetrically (Loss-in-Weight) feed material into a downstream process. This can be done as a “batch” or continuous process.
Rotary feeders (also known as rotary airlocks or rotary valves): Rotary feeders consist of a paddle wheel-shaped rotor that rotates at low rpm to dispense material into a hopper or process unit (mixer, crusher, screener). If the blades form a tight seal against the valve wall, then the valves can be applied in airlock applications.
While more commonly used as a refill device, rotary valves can be a desirable option as a feeder.














 Hanover
Hanover Huaxin
Huaxin Kansas City
Kansas City